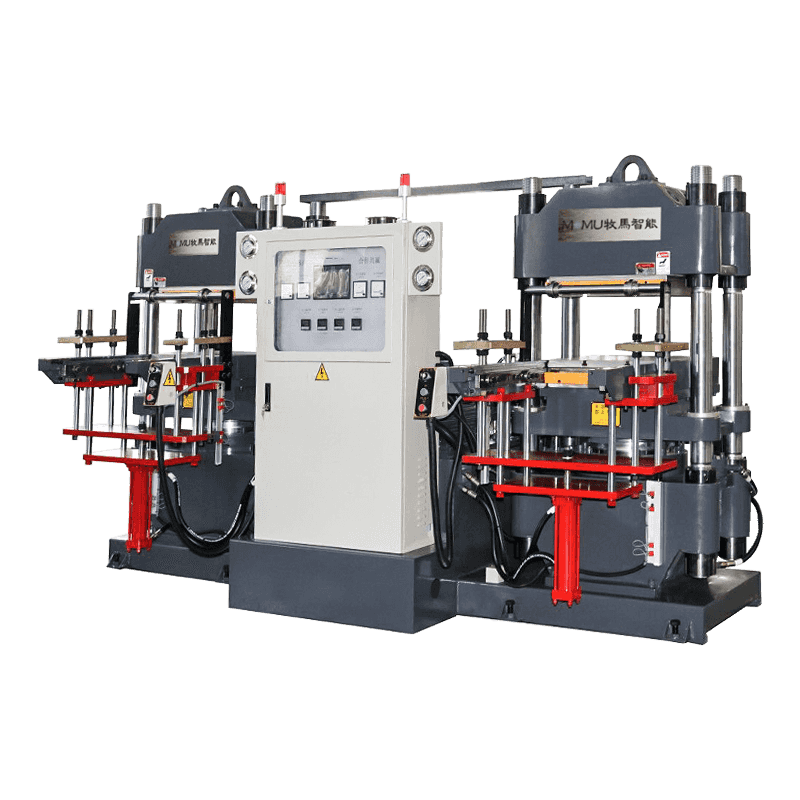
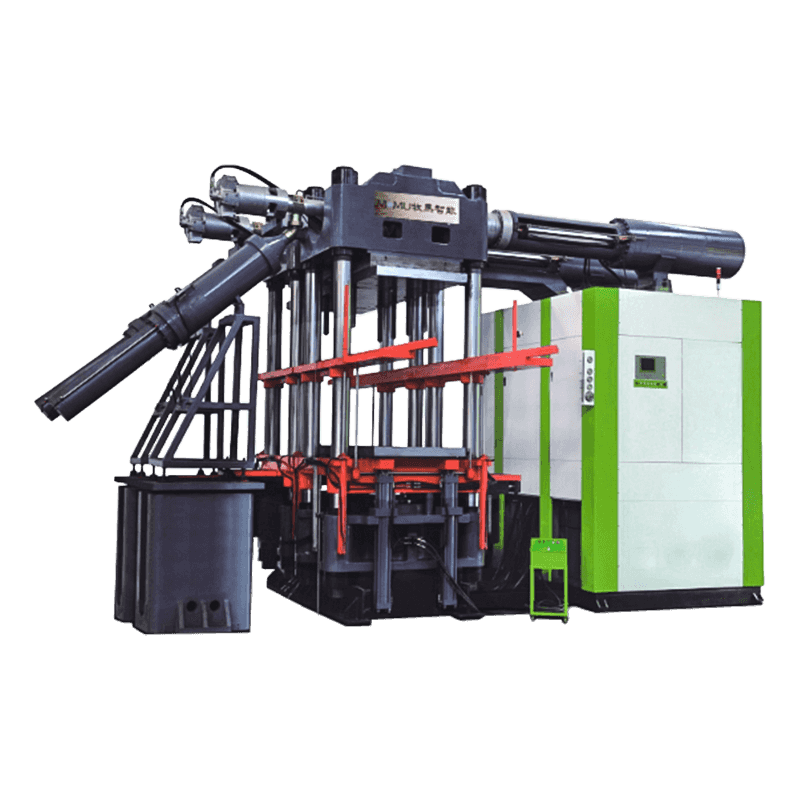
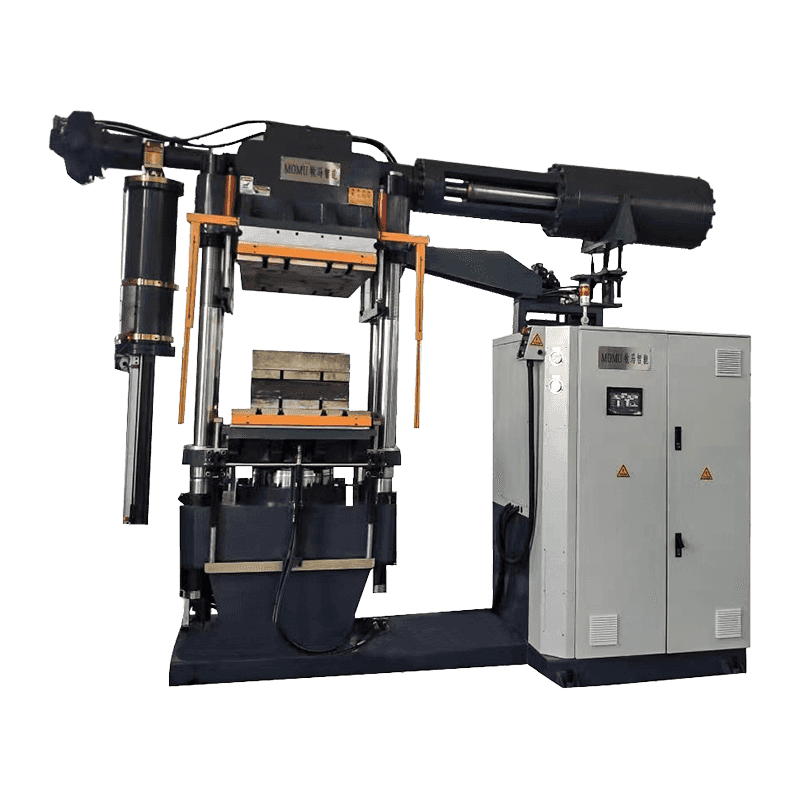
発生する可能性のある一般的な問題がいくつかあります 真空圧縮成形機 、それらに対処し、最適なパフォーマンスを維持するためのトラブルシューティングのヒントも説明します。一般的な問題とそれに対応するトラブルシューティングのヒントをいくつか示します。
真空圧が低い:
問題: 成形プロセス中の真空圧力が不十分であると、金型キャビティの充填が不完全になり、部品の品質が低下する可能性があります。
トラブルシューティングのヒント:
ホース、シール、バルブ、接続部などの真空システムの漏れを確認し、損傷したコンポーネントを修理または交換します。
真空フィルター、スクリーン、トラップを清掃または交換して、無制限の空気の流れと最大限の真空効率を確保します。
真空ポンプが正しく動作しており、金型のサイズと複雑さに対して適切な吸引能力があることを確認します。
不均一な加熱または温度変化:

問題: 金型温度の変動やプラテンの加熱が不均一であると、部品の品質や寸法精度が不安定になる可能性があります。
トラブルシューティングのヒント:
発熱体、熱電対、温度センサーに損傷、腐食、接触不良がないか検査し、必要に応じて交換します。
均一な加熱分布を確保するために、発熱体と金型表面の間の適切な断熱性と熱伝導率を確認してください。
必要に応じて温度コントローラーを校正し、設定値を調整して、成形サイクル全体にわたって望ましい温度プロファイルを維持します。
離型の問題:
問題: 離型剤が不十分であったり、金型の表面処理が不適切なために、金型キャビティから成形品を離型することが困難になることがあります。
トラブルシューティングのヒント:
各成形サイクルの前に適切な離型剤を金型表面に塗布すると、部品の離型が容易になり、固着が最小限に抑えられます。
金型表面を定期的に清掃して、部品の取り出しを妨げる可能性のある残留離型剤、汚染物質、または蓄積物を除去します。
研磨、サンドブラスト、テクスチャリングなど、金型の表面を適切に準備して、離型性を高め、部品の接着を防ぎます。
成形品の反り・歪み:
問題: 成形品の反り、歪み、収縮は、不均一な冷却、不適切な通気、または金型キャビティ内の不適切な材料の流れによって発生する可能性があります。
トラブルシューティングのヒント:
金型の設計とゲート構成を最適化して、均一な材料の流れを促進し、空気の閉じ込めを最小限に抑え、部品の均一な冷却を促進します。
金型の通気口を増やすか、追加の通気口を追加して、成形プロセス中に閉じ込められた空気をより効果的に排出できるようにします。
温度、圧力、サイクルタイムなどの成形パラメータを調整して、部品の品質を最適化し、反りや歪みのリスクを最小限に抑えます。
過剰なバリまたはモールドのオーバーフロー:
問題: 金型のパーティング ラインの周囲に過剰なバリや金型のオーバーフローが発生するのは、キャビティの過剰充填、不適切な金型クランプ、または金型表面の摩耗が原因である可能性があります。
トラブルシューティングのヒント:
射出圧力または材料流量を下げて、金型キャビティの過剰充填を防ぎ、バリの形成を最小限に抑えます。
適切な金型の位置合わせと型締め力を確保して、しっかりとしたシールを維持し、成形プロセス中の材料の漏れを防ぎます。
金型表面に摩耗、損傷、位置ずれの兆候がないか検査し、必要に応じて磨耗した部品を修理または交換してバリの発生を防ぎます。
機械の故障または障害:
問題: 機構の詰まり、センサーのエラー、制御システムの故障などの機械的または電気的な故障により、機械の動作や生産が中断される可能性があります。
トラブルシューティングのヒント:
定期的な予防保守チェックを実施して、重大な故障に発展する前に潜在的な問題を特定して対処します。
トラブルシューティング手順と障害診断ガイドラインについては、機械のサービスマニュアルまたは技術文書を参照してください。
複雑なマシンの障害の診断と解決については、メーカーのテクニカル サポートまたは資格のあるサービス技術者にお問い合わせください。
これらの一般的な問題に対処し、事前のトラブルシューティング対策を実施することで、真空圧縮成形機の最適なパフォーマンスを維持し、ダウンタイムを最小限に抑え、高品質の成形部品の一貫した生産を保証できます。定期的な監視、メンテナンス、調整は、機械の信頼性、効率、寿命を最大化する鍵となります。