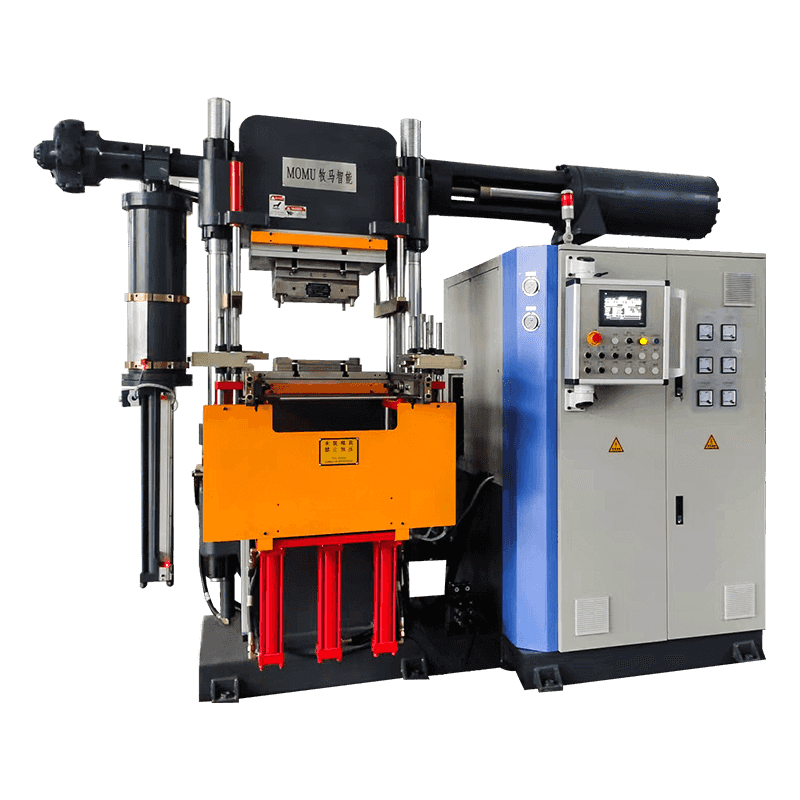
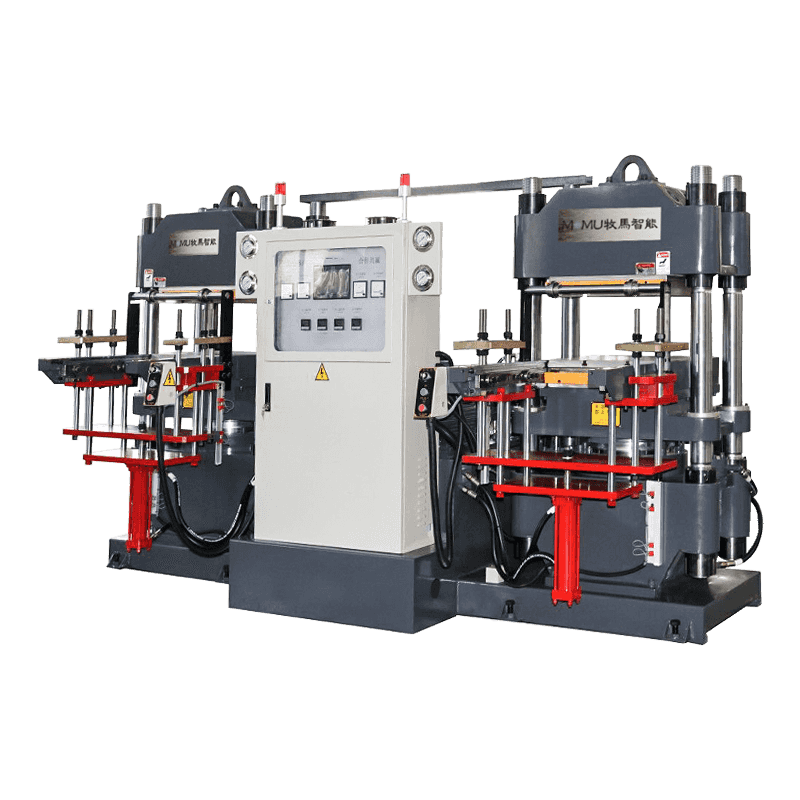
ゴム射出成形機の仕組み
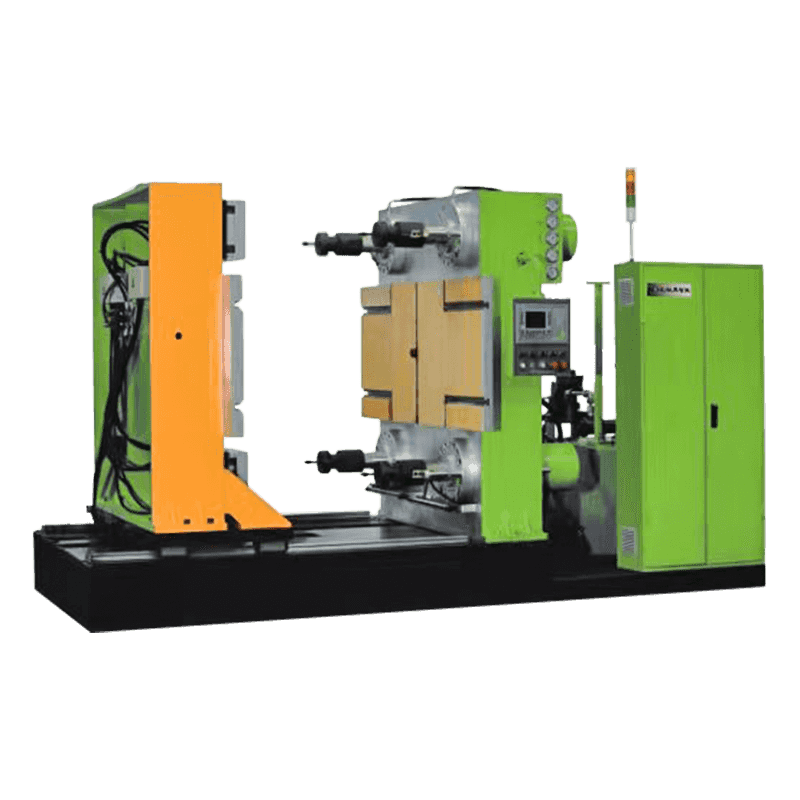
A ゴム射出成形機 材料を加熱し、閉じた金型キャビティに圧力をかけながら押し込むことにより、生のゴムコンパウンドを完成部品に変換します。開いた金型に生ゴムを直接入れる圧縮成形とは異なり、射出成形では、ノズルを通して密封された金型にゴムを射出する前に、加熱したバレル内でゴムを予備可塑化します。このプロセスにより、サイクル時間が短縮され、公差が厳しくなり、材料の無駄が少なくなるため、工業用ゴム部品の大量生産に特に適しています。
ゴムコンパウンドは通常、ストリップまたはペレットの形で機械に供給されます。回転スクリューまたはプランジャーが材料をバレル内で移動させながら、加熱要素が材料を適切な処理温度にします。ゴムが最適な粘度に達すると、金型キャビティに射出され、そこで制御された熱と圧力の下で硬化してから、最終部品として取り出されます。
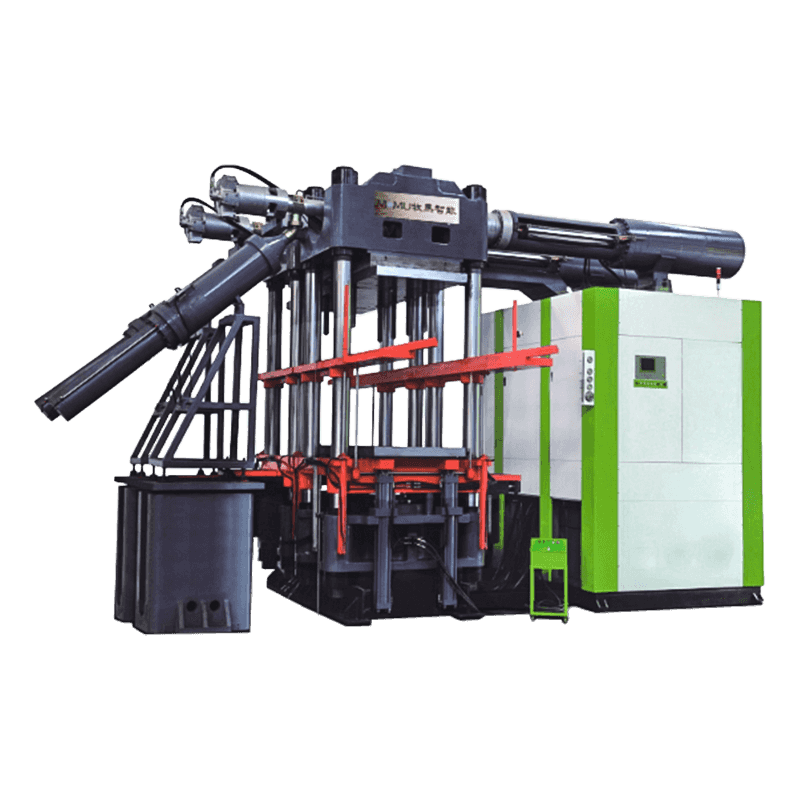
機械の主要コンポーネント
各主要コンポーネントを理解することは、オペレーターが製造上の問題をトラブルシューティングし、さまざまなゴム配合物や部品形状の設定を最適化するのに役立ちます。
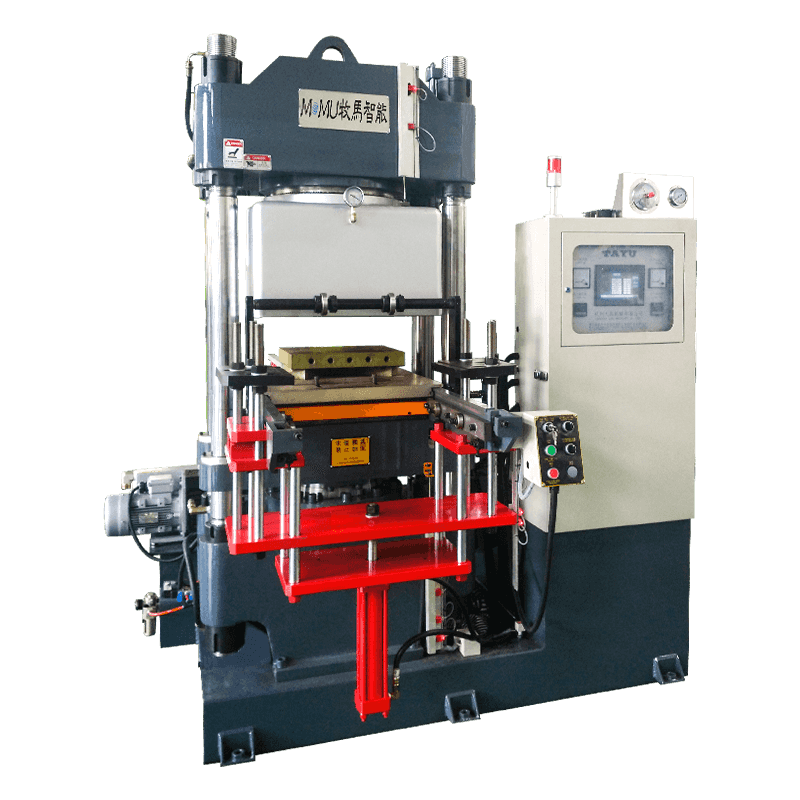
主要な部品とその機能
- 射出ユニット:ゴムコンパウンドを可塑化し、金型に射出します。
- クランプユニット: 射出および硬化中に高圧下で金型の半分を一緒に保持します。
- 加熱システム: バレルと金型の温度を正確に維持して、一貫した硬化を実現します。
- 油圧または電気ドライブ: スクリューの回転、射出、クランプ動作を駆動します。
- 制御システム: 温度、圧力、射出速度、サイクルタイミングを管理
- エジェクターシステム: 硬化後に完成した部品を金型から取り外します。
最新の機械では、純粋な油圧式の代わりに電気駆動システムの使用が増えており、射出速度のより正確な制御が可能になり、サイクル間のアイドル期間のエネルギー消費が削減されます。

射出成形と他のゴム成形法の比較
成形プロセスを選択するメーカーは、射出成形と圧縮成形およびトランスファー成形を比較検討する必要があります。これは、各方法が部品の複雑さ、生産量、予算に応じて明確な利点を提供するためです。
| 方法 | サイクルタイム | 材料廃棄物 | 最適な用途 |
| 射出成形 | 速い | 低い | 大量の複雑な部品 |
| 圧縮成形 | 遅い | より高い | シンプルな形状、低容量 |
| トランスファーモールディング | 中等度 | 中等度 | 金属インサート付き部品 |
一般に、射出成形は、サイクルタイムの短縮と廃棄物の削減により、大規模な生産における初期投資が相殺されるため、初期の工具コストは高くなりますが、大規模な場合は費用対効果が高いことが証明されています。
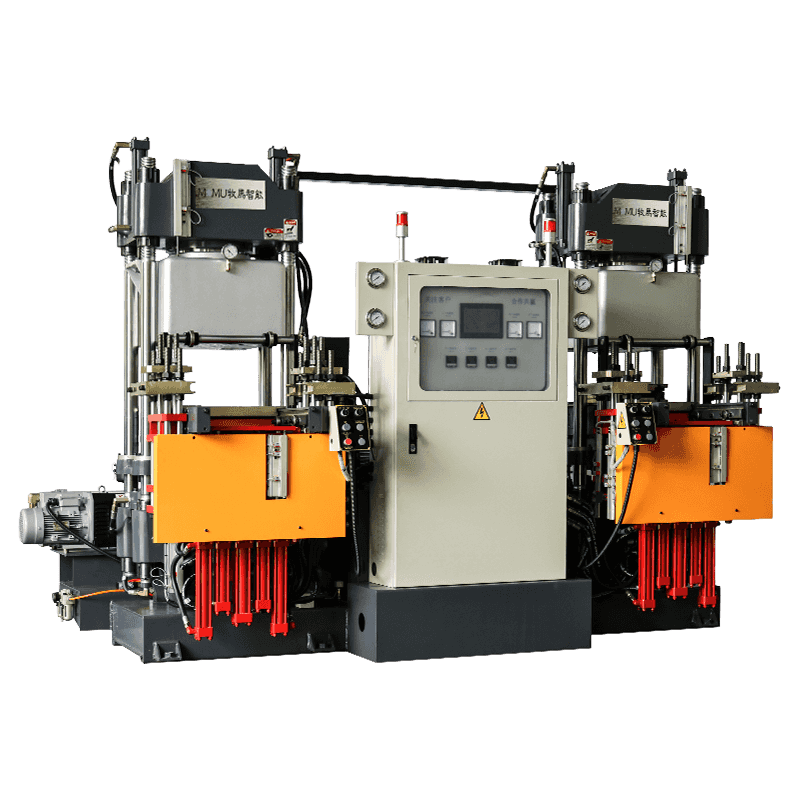
業界全体にわたる共通のアプリケーション
ゴム射出成形機は、自動車、医療、電気、消費財の製造に使用される幅広い部品を製造します。このプロセスは、厳しい寸法公差や大規模なバッチ全体で一貫した物理的特性を必要とする部品に特に価値があります。
射出成形による代表的な製品
- 自動車用シール、ガスケット、グロメット
- シールやストッパーなどの医療機器部品
- 電気コネクタおよび絶縁部品
- Oリングと工業用ガスケット
- グリップ、シール、保護カバーなどの消費者向け製品
射出成形はマルチキャビティ金型をサポートしているため、メーカーは単一サイクルで数十の同一部品を生産でき、単一キャビティの圧縮成形セットアップと比較してスループットが大幅に向上します。
成形品の品質に影響を与える主な要因
一貫した欠陥のないゴム部品を実現するには、生産全体を通じていくつかのプロセス変数を注意深く制御する必要があります。温度や圧力のわずかな偏差により、バリ、気孔、不完全な硬化などの欠陥が発生する可能性があります。
監視すべき重要なプロセス変数
射出の圧力と速度によって、硬化が始まる前にゴムが金型キャビティにどの程度完全に充填されるかが決まります。圧力が不十分な場合、ショート ショットや弱いニット ラインが発生することがよくあります。バレルと金型の温度は、コンパウンドメーカーの推奨範囲内に保つ必要があります。過熱すると、スコーチとして知られるバレル内部の硬化が早まる可能性があり、熱が不十分だと硬化が不完全になり、機械的特性が弱くなるためです。
硬化時間も部品の品質と生産効率に重要な役割を果たします。硬化時間を必要以上に延長すると、部品の性能が向上することなくスループットが低下します。一方、硬化時間を短くしすぎると、部品が硬化不足になり、耐久性テストに不合格となる危険があります。通常、メーカーはさまざまな硬化時間を使用して試行バッチを実行し、特定の化合物ごとに品質とサイクル効率の最適なバランスを特定します。
機械の長期的なパフォーマンスのためのメンテナンスのヒント
定期的なメンテナンスにより、ゴム射出成形機の効率的な稼働が維持され、生産スケジュールを混乱させる可能性のある計画外のダウンタイムを回避できます。一貫したメンテナンスルーチンを確立すると、ネジ、バレル、金型などの重要なコンポーネントの耐用年数も長くなります。
日常の作業には、ノズルや金型の表面に残ったゴムを掃除することが含まれます。これは、蓄積により後続の部品に欠陥が生じ、金型キャビティの摩耗が増加する可能性があるためです。油圧システムの故障は予期せぬ機械のダウンタイムの最も一般的な原因の 1 つであるため、毎週の点検で作動油レベルを確認し、シールに漏れがないか検査する必要があります。
センサーの欠陥は、目に見える誤動作を引き起こすずっと前に、ひっそりと品質問題を引き起こす可能性があるため、発熱体と温度センサーを定期的に検査することで、正確な測定値が保証されます。詳細なメンテナンス記録を保持することは、時間の経過に伴う摩耗パターンを特定するのにも役立ち、工場管理者は故障に事後的に対応するのではなく、事前に部品交換のスケジュールを立てることができます。