液状シリコーンモールドクランプ機とは?
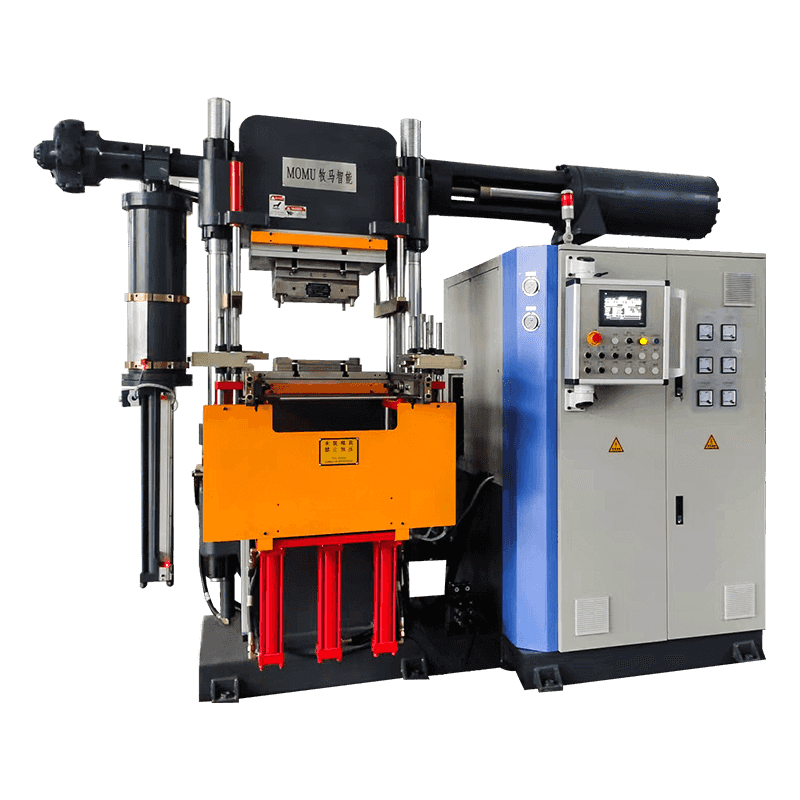
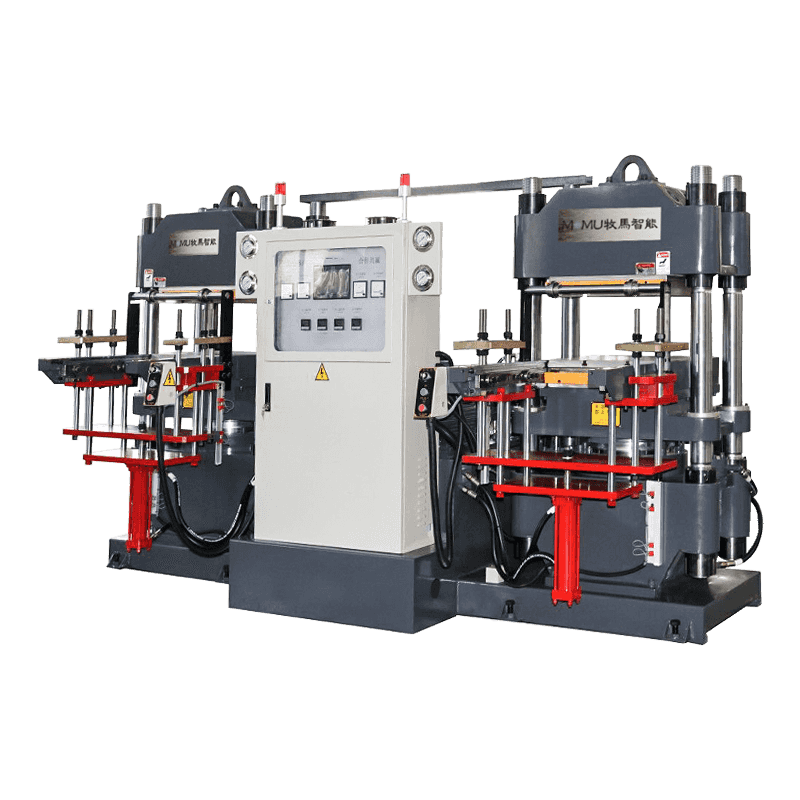
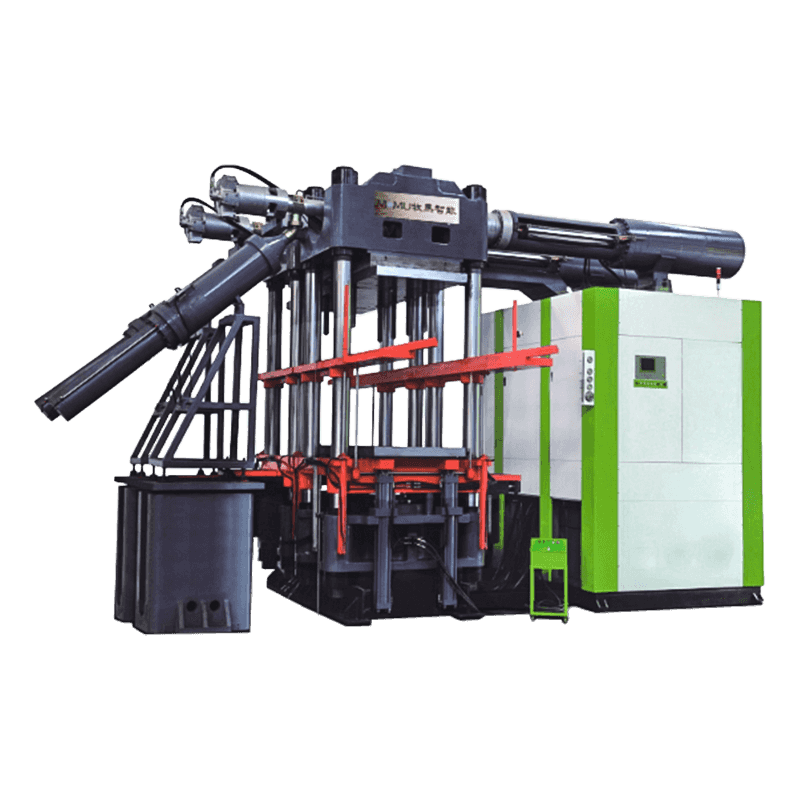
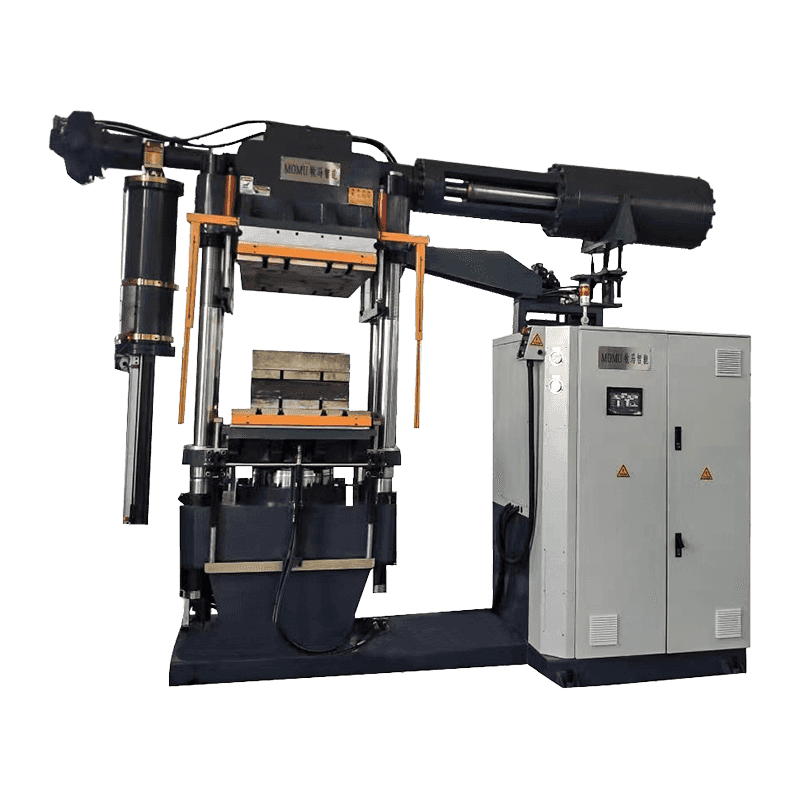
あ 液状シリコーン型締機 は、液状シリコーンゴム (LSR) の加工専用に設計された特殊な射出成形システムです。従来の熱可塑性射出成形機とは異なり、LSR クランプ機は、液体シリコーンの独特のレオロジー特性と熱特性を処理できるように設計されています。液体シリコーンは、室温では液体のままで、閉じた金型内で熱にさらされると加硫(硬化)する 2 成分材料です。機械は正確に制御された圧力下で金型の半分をクランプし、混合した LSR コンパウンドを金型キャビティに注入し、熱を加えて硬化を開始し、開いて完成品をリリースします。
これらの機械は、医療機器製造、自動車部品、家庭用電化製品、ベビー用品、工業用シーリング用途で広く使用されています。高精度でバリのないシリコン部品を無駄を最小限に抑えて大量生産できるため、生産規模で LSR コンポーネントが必要な場合には不可欠な装置となります。
LSR 加工における型締システムの仕組み
型締ユニットは、液体シリコーン射出成形機の構造の中核です。その主な機能は、材料の充填中に加えられる射出圧力に抵抗するのに十分な力で金型の 2 つの半分を一緒に保持することです。 LSR 成形では、通常、射出圧力は熱可塑性プラスチック成形よりも低くなりますが、クランプ システムは依然として、バリ (クランプ力が不十分な場合にパーティング ラインに形成される余分な材料の薄膜) を防ぐ完全に密閉された金型キャビティを確保する上で重要な役割を果たします。
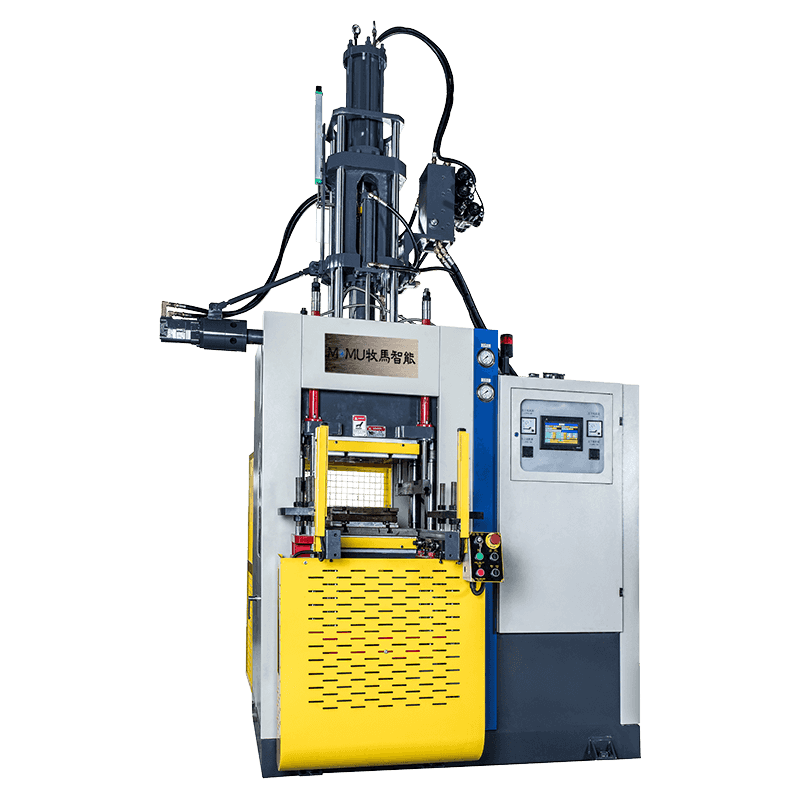
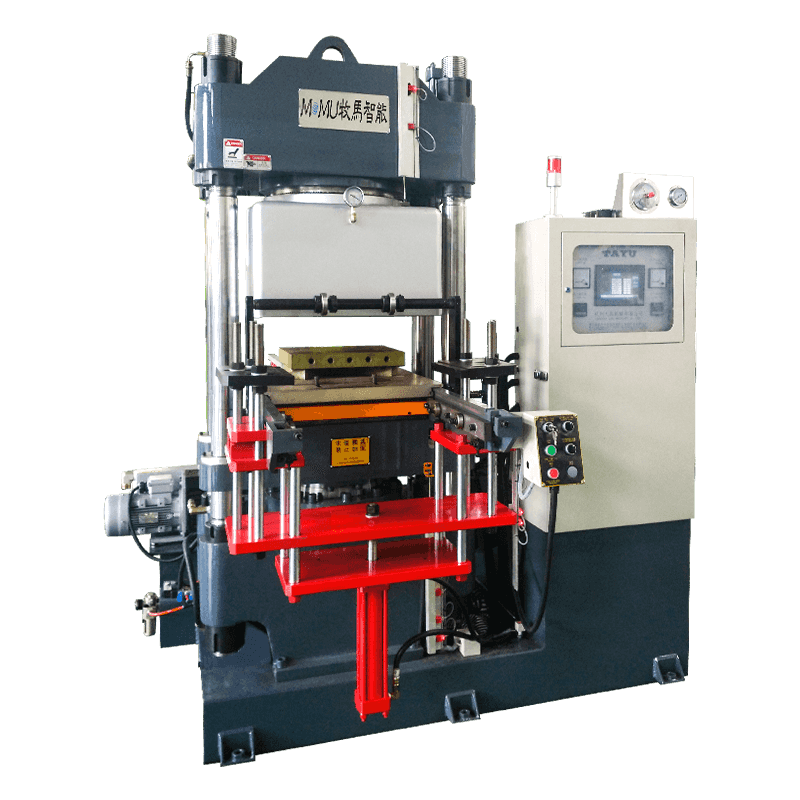
ほとんどの液体シリコーン型締機は、油圧式またはサーボ電気式のトグル クランプ機構を使用しています。トグル システムは、油圧シリンダまたはサーボ モータによって生成される力を機械的リンクを介して増幅し、比較的コンパクトなアクチュエータ コンポーネントで非常に高いクランプ力を実現します。射出中、クランプ システムは金型を閉じた位置にロックし、充填および硬化サイクル全体にわたって一貫した圧力を維持します。加硫が完了すると、クランプが開き、通常は空気圧または機械式の排出システムが完成した部品を金型キャビティから解放します。
LSR は、(早期硬化を防ぐために) バレルと射出システム内で低温に保つ必要がある一方、金型自体は加硫を開始するために加熱されるため、クランピング ユニットは熱的に隔離された金型セットアップに対応する必要があります。通常、加熱された金型から機械構造への熱伝達を防ぎ、コンポーネントを保護し、エネルギー効率を維持するために、金型と機械の定盤の間に断熱プレートが取り付けられます。
評価すべき主要な技術仕様
適切な液体シリコーン型締機を選択するには、さまざまな技術パラメータに細心の注意を払う必要があります。各仕様は、成形部品の品質、サイクル タイム、機械が対応できる金型と製品の範囲に直接影響します。
主なマシンの仕様
| 仕様 | 代表的な範囲/説明 |
| クランプ力 | 50kN~10,000kN(5~1,000トン) |
| プラテンサイズ | 機械のトン数によって異なります。金型の寸法に対応する必要がある |
| 金型温度範囲 | 150°C ~ 220°C (302°F ~ 428°F) |
| 射出ユニットの種類 | 専用 LSR ドージング ポンプ システム (A B コンポーネント) |
| バレル温度 | 早期硬化を防ぐために 5°C ~ 15°C に冷却 |
| 制御システム | タッチスクリーン HMI を備えた PLC。プログラム可能なサイクルパラメータ |
| タイバーの間隔 | 設置可能な最大金型幅を定義します |
| デイライトオープニング | 開いたときのプラテン間の最大距離 |
クランプ力は最も重要なパラメータの 1 つです。時間の経過とともに金型のパーティング面に損傷を与える可能性があるオーバークランプを行わずに、射出圧力に対して金型を密閉した状態に保つのに十分でなければなりません。必要な型締力を計算するには、金型キャビティの投影面積にキャビティ圧力を掛け、プロセスの変動を考慮して 10 ~ 20% の安全マージンを追加する必要があります。
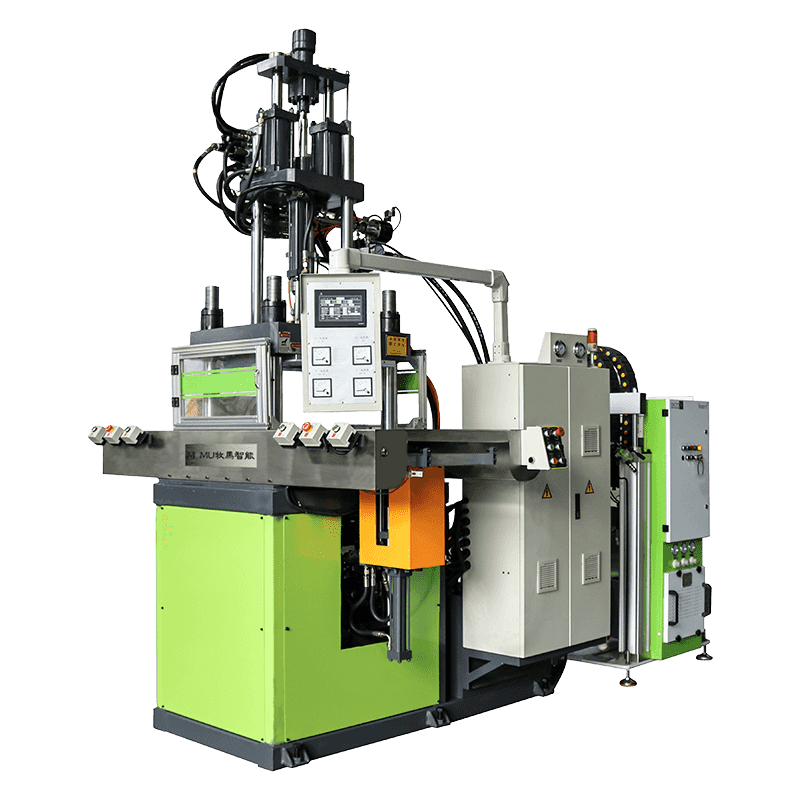
LSR 投与および注入システム
単一の樹脂を溶融して射出する熱可塑性射出成形とは異なり、LSR 加工では、ベースのシリコーン化合物 (成分 A) と白金触媒 (成分 B) を正確に計量し、射出前に 1:1 の比率で混合する 2 成分注入システムが必要です。液体シリコーン型締機は、通常、専用の LSR 計量ポンプ ユニットと組み合わせられます。LSR 計量ポンプ ユニットは、供給ドラムから水を引き出し、ギア ポンプまたはピストン ポンプを介して両方の成分を計量し、スタティック ミキサーを介して混合し、混合されたコンパウンドを射出バレルに送ります。
射出バレルとスクリューは水冷または温度制御されており、LSR を低温 (通常は 5°C ~ 15°C) に維持し、フィード システムでの早期加硫を防ぎます。 LSR のネジの設計は標準の熱可塑性ネジとは異なります。 LSR は同様に可塑化を必要とせず、低せん断下で容易に流動するため、通常は圧縮比が低く、逆流防止リングがありません。射出はスクリューバック計量ではなく正確な容積計量によって制御され、ショットごとの一貫性が保証されます。

顔料注入システムは多くの場合、分注ユニットに組み込まれており、バルク供給ドラムを汚染することなく、カラー LSR 製品の材料ストリームに正確な量で色を直接導入できます。
LSR クランピングマシンの金型設計要件
液体シリコーン型締機で使用される金型には、熱可塑性プラスチック金型とは大きく異なるいくつかの設計要件があります。 LSR は粘度が非常に低く、圧力がかかると容易に流動するため、バリの形成を防ぐために、パーティング ラインで非常に厳しい公差 (通常は 0.005 mm 以内) で金型を機械加工する必要があります。パーティング面に小さな隙間があると、LSR が浸透して薄いシリコン膜が生成され、手作業で除去する必要があり、部品の品質と歩留まりが低下します。
LSR 金型設計の重要な機能
- コールド ランナー システム: LSR ランナーは一度硬化すると再研磨して再利用できないため、スプルーとランナーの無駄を排除するために、LSR 金型ではコールド ランナーまたはバルブゲート式コールド ランナー システムが頻繁に使用されます。
- 真空排気: 真空システムは、射出前に金型キャビティから空気を排出するために統合されており、精密部品の空隙や不完全な充填の原因となる空気の閉じ込めを防ぎます。
- 均一な金型加熱: マルチキャビティツールのすべてのキャビティにわたって一貫した硬化を保証するには、電気加熱要素またはオイルベースの加熱チャネルを金型全体に均等に配置する必要があります。
- 断熱プレート: 金型ベースとマシンプラテンの間に設置して、機械構造への熱損失を最小限に抑え、生産時のエネルギー消費を削減します。
- 脱型システム: 硬化したシリコーンは柔軟で粘着性があるため、破れや歪みなく部品を取り外すために、金型には効果的な突き出しピンのレイアウト、ストリッパー プレート、またはエアブラストによる離型が組み込まれている必要があります。
LSR クランピングマシンを利用する産業と製品
液体シリコーン型締機は、LSR が提供する生体適合性、温度耐性、化学的不活性、光学的透明性、長期的な柔軟性などの特性の独自の組み合わせによって推進され、さまざまな業界で使用されています。クランプおよび射出プロセスの精度と再現性により、これらの機械は、寸法の一貫性と材料の完全性が交渉の余地のない要求の厳しい用途に適しています。
- 医療機器: LSR の生体適合性は、USP クラス VI または ISO 10993 準拠を必要とするシール、バルブ、カテーテル、呼吸マスク、補聴器部品、埋め込み型デバイス部品に最適です。
- あutomotive: -60°C ~ 200°C の温度に耐える能力があるため、スパーク プラグ ブーツ、ガスケット、センサー シール、耐液性 O リングは通常、LSR で製造されています。
- 乳児および幼児製品: 哺乳瓶の乳首、おしゃぶり、おしゃぶり、および授乳付属品には、LSR の食品グレード、無味無臭、耐滅菌性の特性が必要です。
- 家庭用電化製品: 防水キーボード メンブレン、ボタン シール、ウェアラブル デバイス バンド、およびケーブル グロメットは、LSR の柔軟性と耐環境性の恩恵を受けています。
- 工業用シーリング: 化学および食品加工業界のポンプ、バルブ、流体処理システム用のカスタム ガスケット、ダイヤフラム、ベローズ、シール。
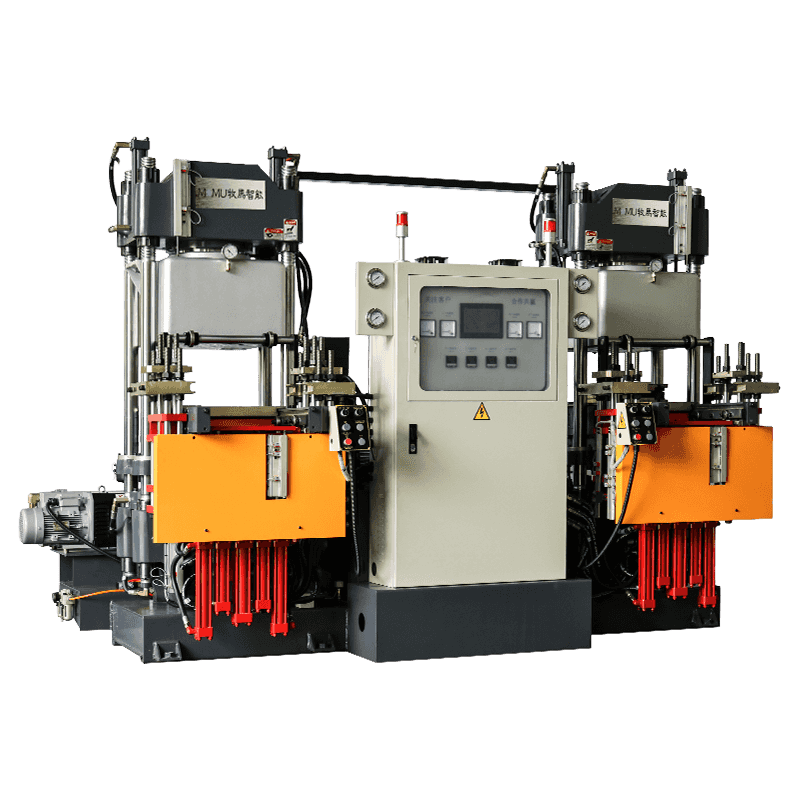
あdvantages of Using a Dedicated LSR Mold Clamping Machine
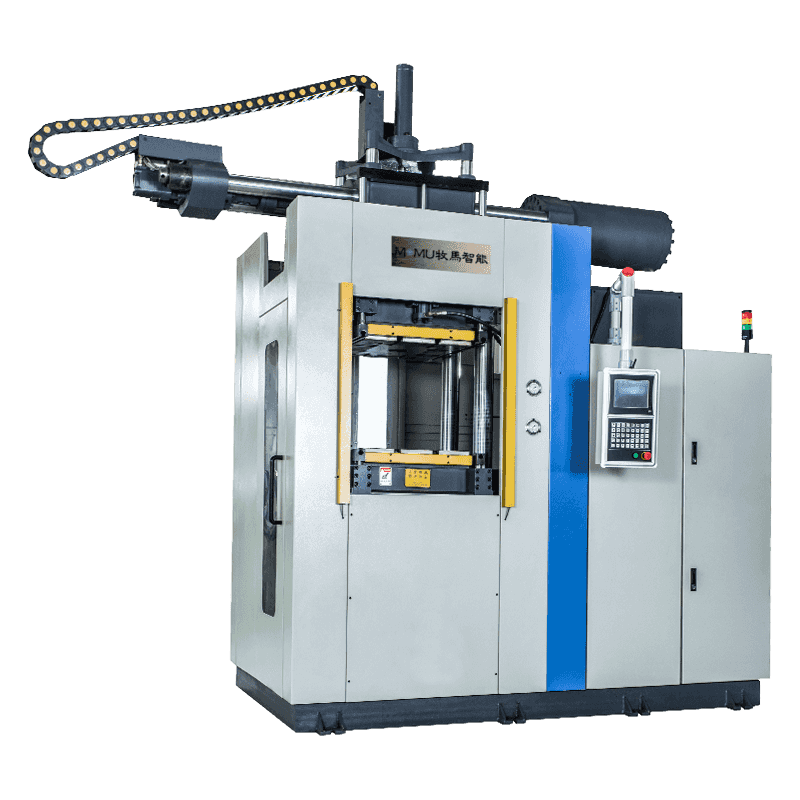
一部のメーカーは、標準的な熱可塑性プラスチック射出成形機を LSR 加工に適合させようとしていますが、専用の液体シリコーン型締機は、本格的な LSR 生産作業への投資を正当化する、操作上および品質上の大きな利点を提供します。
- 精密なクランプ制御: 専用のクランプ システムは、微調整機能を備えた一貫した測定可能なトン数を提供し、すべてのサイクルにわたって再現性のある金型シールを保証します。
- 統合された冷間噴射システム: 冷却バレルとスクリューのアセンブリは LSR 用に特別に設計されており、熱可塑性プラスチック機器を採用する際に必要な妥協を排除します。
- フラッシュフリーの制作: 高精度のプラテン平行度と制御された型締力により、バリゼロまたは最小限のバリ成形が可能になり、後加工の労力と材料の無駄が削減されます。
- 完全に自動化されたサイクル: ロボットによる部品取り外し、画像検査システム、コンベア システムとの統合により、オペレータの介入を最小限に抑えた完全自動生産が可能になります。
- プロセスデータのロギング: 最新の LSR 型締機は、サイクルごとに射出圧力、金型温度、硬化時間、型締力のデータを記録し、規制産業における品質トレーサビリティをサポートします。
LSR アプリケーションに適切なマシンを選択する方法
適切な液体シリコーン型締機の選択は、生産される部品の詳細な分析から始まります。最大の金型キャビティ レイアウトの投影面積によって、必要な最小型締力が決まります。パーツの重量とキャビティの数に基づいたショット量の要件により、必要な注入システムの容量が決まります。金型の物理的寸法 (高さ、幅、スタック高さ) は、機械のプラテン サイズ、タイ バーの間隔、および採光開口部の仕様内に収まる必要があります。
生産量の目標とサイクルタイムの予想も、機械の選択の指針となります。サーボ電動クランプ システムを備えた機械で高キャビテーションの金型を実行すると、完全油圧式の代替品と比較して、より速いドライ サイクル タイムとよりエネルギー効率の高い動作を実現でき、その結果、大量生産時の部品あたりのコストが削減されます。医療用途または規制用途の場合、購入前にマシンが 21 CFR Part 11 準拠のデータ記録または同等のプロセス文書化標準をサポートしていることを確認することが不可欠です。
最後に、アフターサービス、スペアパーツの入手可能性、メーカーからの技術サポートは、機械の技術仕様と同じくらい慎重に評価する必要があります。信頼性の高いローカル サービス インフラストラクチャを備えた十分にサポートされたマシンは、特に計画外のダウンタイムが配信コミットメントや運用コストに直接影響を与える需要の高い運用環境において、サポート アクセスが限られている低コストの代替マシンよりも大幅に優れた長期的な価値を提供します。