LSR 射出成形が根本的に異なる点
液体シリコーンゴム (LSR) 射出成形は、ほぼすべての重要なパラメーターにおいて従来の熱可塑性プラスチック射出成形とは異なる精密製造プロセスです。熱可塑性プラスチック成形では、加熱した材料を冷却した金型に射出して固化させますが、LSR 成形ではその逆を行います。冷却した 2 成分の液体シリコーン コンパウンドを加熱した金型に射出し、そこで付加硬化架橋反応を起こし、永久的に加硫して柔軟で耐久性のあるエラストマー部品を形成します。この熱反転 (熱い金型への冷間射出) は、LSR 製造を成功させるために必要な機械アーキテクチャ全体、金型設計哲学、およびプロセス制御戦略を定義します。この根本的な逆転を理解することは、LSR 射出成形機を仕様、操作、設計する人にとっての出発点となります。
LSR コンパウンドは 2 部構成のシステムとして提供されます。パート A には白金触媒を含むベースポリマーが含まれ、パート B には架橋剤および抑制剤パッケージが含まれます。これら 2 つの成分は早期硬化を防ぐために別々に保管され、機械の計量システムによって 1:1 の比率で計量され、射出直前にスタティック ミキサーでブレンドされ、熱的に調整された高度に制御された流れで金型に供給されます。材料ハンドリングおよび射出システム全体は、早期のゲル化を防ぐために 5°C ~ 25°C の温度に維持する必要があり、同時に金型は急速に完全硬化を促進するために 150°C ~ 220°C で動作します。機械と金型全体でこの熱コントラストを管理することは、LSR 射出成形の中心的なエンジニアリング課題です。
LSR 射出成形機のコアコンポーネント
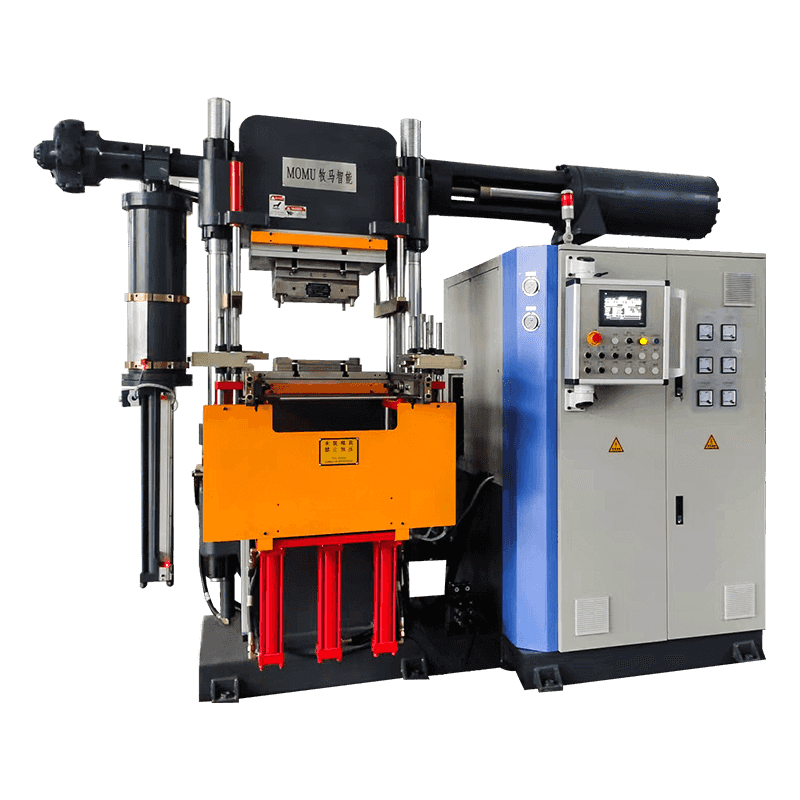
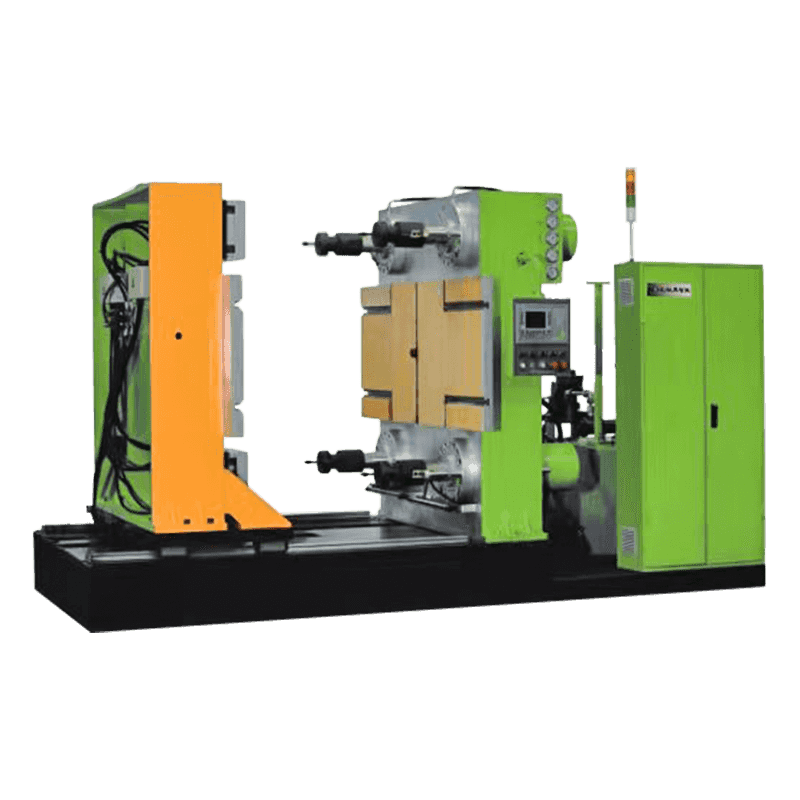
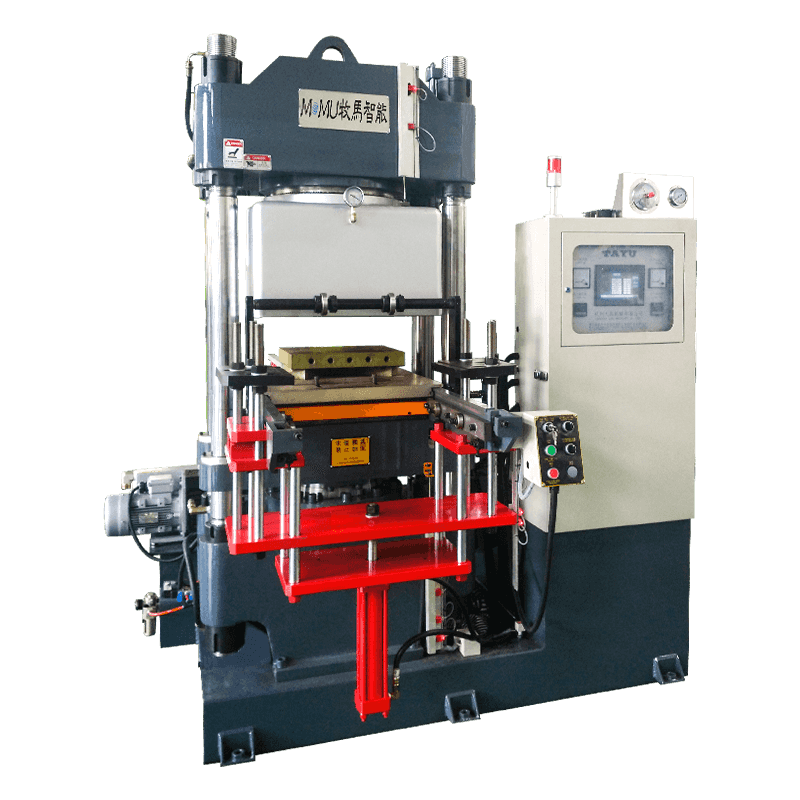
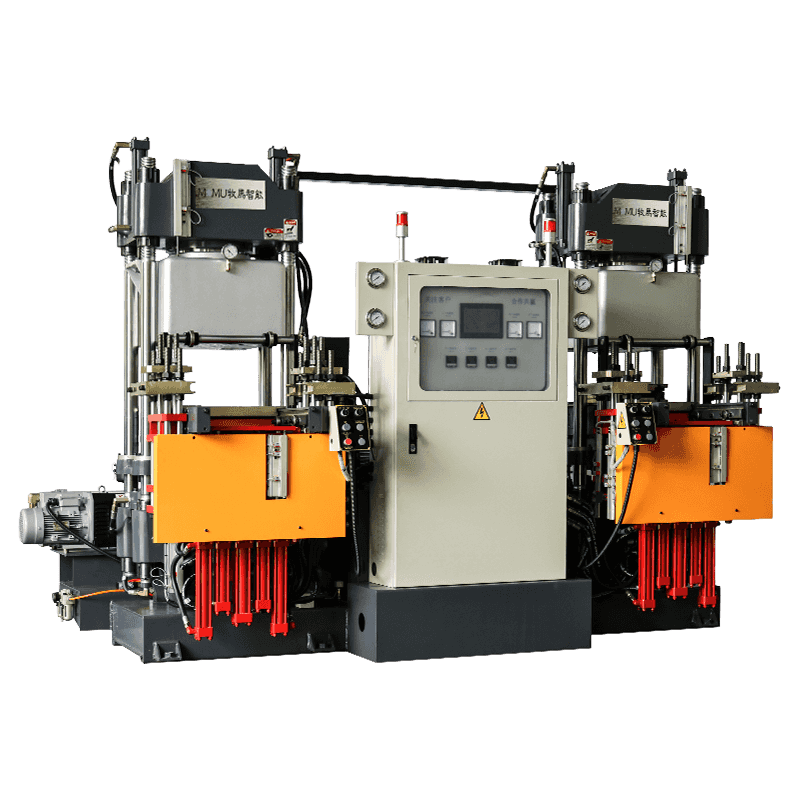
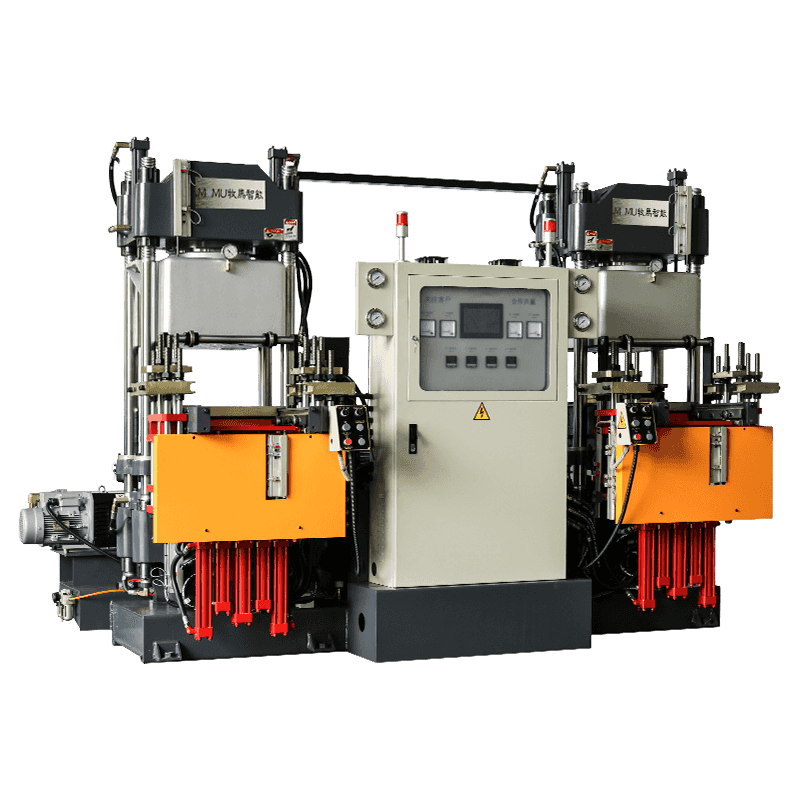
アン LSR射出成形機 は、一貫した部品品質を提供するために正確に連携して動作する必要がある複数のサブシステムで構成される統合システムです。バレルとスクリューが可塑化と射出を実行する標準的な熱可塑性プラスチック射出成形機とは異なり、LSR 成形機の射出ユニットは、低粘度で熱に敏感な 2 成分液体を扱うために特別に設計されています。各サブシステムは、プロセス内で特定の代替不可能な役割を果たします。
2 つのコンポーネントの計量および投与システム
計量システムは、材料表面に一定の圧力を維持し、空気の混入を防ぐ従動プレートを使用して、供給ドラムまたはペールからパート A とパート B を抜き取ります。精密ギア ポンプまたはピストン タイプの計量ポンプは、両方の成分を正確に制御された 1:1 の体積比で同時に供給し、比精度は通常 ±1% 以内に保たれ、一貫した架橋密度と最終硬度を確保します。多くのシステムには、顔料投与ライン (カラー マスターバッチまたは機能性添加剤をプログラム可能な比率でミキシング ヘッドに導入する 3 番目の計量ストリーム) が組み込まれており、手動で配合物を準備することなく、多色または添加剤を投与した生産が可能になります。投与回路全体の圧力センサーと流量計は、比率のドリフトや流量の異常が検出された場合にアラームをトリガーし、機械を停止するリアルタイムのフィードバックを提供します。

静的混合およびコールドランナーシステム
計量後、2 つの成分は使い捨てスタティック ミキサーを通過します。このチューブには一連の螺旋状の混合要素が含まれており、完全に均一な混合が達成されるまで材料の流れを徐々に分割して再結合します。通常は、化合物の粘度や望ましい混合品質に応じて 20 ~ 40 個の混合要素が使用されます。その後、混合されたコンパウンドは金型内のコールド ランナー システムに入ります。コールド ランナー システムは、熱間金型の温度制御とは独立して動作する水冷回路を使用して、射出バレルと同じ低温 (通常 20°C 以下) に維持される断熱マニホールドです。コールド ランナーはショット間で未硬化の LSR を保持し、コールド ランナーのスプルーとランナーが液体のままで金型の開口部とともに後退するため、材料の無駄を防ぎ、自動ゲート解除が可能になり、トリムやリサイクルに必要な硬化ランナーのスクラップが残りません。
射出バレルとレシプロスクリュー
射出バレルは、コールド ランナー マニホールドから混合 LSR コンパウンドを受け取り、低圧縮往復スクリューを使用して材料のショットを蓄積し、金型キャビティに射出します。せん断によって熱を発生するように設計された熱可塑性プラスチックスクリューとは異なり、LSR 射出スクリューは圧縮比が非常に低く (通常 1:1 ~ 1.2:1)、バレル内での早期硬化の誘発を避けるために最小限のせん断加熱で材料を搬送するように設計されています。バレルアセンブリ全体は水冷ジャケットで覆われており、材料温度を白金触媒の活性化閾値未満に維持します。 LSR 成形ではショット サイズの精度が非常に重要です。材料の粘度が非常に低く、ショット量がキャビティ容積を超えると小さなギャップでもフラッシュするためです。LSR の一般的な射出圧力は 100 ~ 250 bar で、熱可塑性プラスチックの射出圧力よりもかなり低いです。
LSR 加工に特有の金型設計原則
LSR 金型設計は、多くの点で熱可塑性プラスチック金型設計の逆の原則に従っています。 LSR は硬化時にわずかに収縮し (コンパウンドと硬化条件に応じて通常 2 ~ 4% の線形収縮)、未硬化状態では粘度が極めて低いため、金型はより厳しいパーティング ライン公差、より積極的な通気戦略、およびキャビティ全体での迅速かつ均一な硬化を促進する熱アーキテクチャを備えて設計する必要があります。金型の構造には通常、P20 または H13 グレードの硬化工具鋼が使用され、キャビティ表面は Ra 0.05 μm 以上に研磨され、医療、光学、または消費者グレードの LSR 部品に必要な表面仕上げが実現されます。
パーティングライン公差とバリ防止
LSR の粘度は射出温度で通常 50,000 ~ 300,000 mPa・s と低いため、射出圧力で 0.004 mm ほどの小さな隙間にも浸透し、非常に薄く、トリミングが難しく、精密用途では受け入れられないバリが発生します。パーティング ラインの表面は、金型面全体で 0.005 mm 以内に平らに研磨する必要があり、射出および硬化の間、キャビティの圧力に対してパーティング ラインを閉じた状態に保持するのに十分なクランプ力が必要です。必要なクランプ力は、投影された部品の面積とキャビティのピーク圧力に基づいて計算され、通常 1.5 ~ 2 の安全率が適用されます。小型医療部品を製造する複数キャビティの LSR 金型の場合、ショット サイズが控えめな機械であっても、50 ~ 150 トンの型締力がかかるのが一般的です。
空気避難のためのベント戦略
LSR 金型キャビティ内に閉じ込められた空気は、ガスが溶融物に吸収される一部の熱可塑性プロセスとは異なり、材料を通って逃げることができません。 LSR 内に閉じ込められた空気は、透明または半透明の LSR コンパウンドで特に目立つボイド、不完全な充填、および表面欠陥を生成します。 LSR 金型設計では 2 つのベント戦略が使用されます。1 つは最終充填位置に配置された深さ 0.003 ~ 0.005 mm の精密研削パーティング ライン ベントによるパッシブ ベント、もう 1 つは射出直前に真空ポンプが専用のベント チャネルを通じて閉じた金型キャビティを真空にするアクティブな真空ベントです。真空アシスト LSR 成形は、複雑な形状の部品、0.5 mm 未満の薄壁、または埋め込み型医療部品など、空隙含有量ゼロが品質要件となる用途には必須です。
熱設計と加熱システムのレイアウト
均一な金型温度は、すべてのキャビティ全体で一貫した硬化速度を実現するために不可欠であり、特に複数キャビティのツールでは、キャビティ間の温度変動により異なる硬度、収縮、機械的特性を持つ部品が生成されます。電気カートリッジ ヒーターは、LSR 金型の最も一般的な加熱方法であり、正確に配置されたパターンで設置され、定常状態の製造条件で測定した場合にキャビティ表面全体で ±3°C 以内の温度均一性を実現します。 LSR デューティ専用の金型温度コントローラーは、±1°C の設定値精度を維持し、各サイクルで熱い金型表面に対して冷たい LSR を射出することで生じる熱抽出に迅速に対応します。熱電対をモールドベースではなくキャビティ表面から 5 mm 以内に配置すると、より代表的なキャビティ温度フィードバックとより厳密な制御が得られます。
主要なプロセスパラメータとその部品品質への影響
LSR 射出成形プロセスを制御して一貫した欠陥のない部品を製造するには、各プロセス パラメータが最終結果にどのような影響を与えるかを理解する必要があります。次の表は、重要なパラメータ、その典型的な動作範囲、およびそれらが主に影響を与える品質属性をまとめたものです。
| パラメータ | 代表的な範囲 | 一次品質効果 |
| 金型温度 | 150~220℃ | 硬化完了度、サイクルタイム、収縮率 |
| 射出速度 | スクリュー速度 10 ~ 80 mm/s | 充填バランス、空気巻き込み、フラッシュリスク |
| 射出圧力 | 100~250バール | キャビティフィル、パーティングラインフラッシュ |
| 硬化時間 | 15~90秒 | 機械的特性、部品の引裂き性 |
| 材料温度 (バレル) | 5~25℃ | ポットライフ、早期ゲル化防止 |
| 投与量比 (A:B) | 1:1±1% | 硬度、架橋密度、圧縮永久歪み |
硬化時間が不十分な LSR 部品は離型中に裂ける一方、完全な架橋密度に達すると機械的特性が大幅に改善されずに大幅な過剰硬化がサイクル タイムを無駄にするため、硬化時間は特に影響します。所定の金型温度に対する最小硬化時間は、許容可能な最小硬化時間が特定されるまで、徐々に短い間隔で部品を型から取り出し、引裂強度と圧縮永久歪みをテストする硬化研究を通じて確立されます。生産では、通常のプロセス変動を考慮して、最小硬化時間に 10 ~ 15% の安全マージンが追加されます。
成形性と性能を考慮した LSR 部品の設計
LSR 射出成形用の部品設計では、材料の高弾性、低弾性率、および大幅な硬化収縮という独特の組み合わせを考慮する必要があります。熱可塑性および圧縮成形されたシリコーン ゴムの両方の設計ガイドラインとは異なる、いくつかの設計ルールが LSR に特に適用されます。
- 肉厚の均一性: LSR は薄い部分に容易に流れ込みますが、壁厚が非常に不均一であるため、硬化速度に差が生じ、残留応力が生じ、脱型後に反りが生じます。成形品全体で肉厚の変化を最大 3:1 の比率内 (理想的には 2:1) に維持することで、この影響を最小限に抑えます。厚い部分と薄い部分の間の移行は、急激なステップではなく、半径を持って徐々に行う必要があります。
- 脱型時の抜き勾配: LSR は弾性が高いため、アンダーカットを越えて引き伸ばして金型から取り外すことができますが、内壁の片側あたり 3° ~ 5° の抜き勾配により、必要な脱型力が軽減され、金型の寿命が延びます。テクスチャード加工された表面や接着された表面の場合、部品の取り出し中に表面テクスチャーが裂けるのを防ぐために、5° ~ 10° の高い抜き勾配角度を推奨します。
- ゲートの位置とサイズ: LSR ゲートは、材料が厚い部分から薄い部分に流れるように、部品の最も厚い断面に配置する必要があり、微細なフィーチャでのショート ショットのリスクを軽減します。トンネル ゲートとピン ゲートは、材料の弾性回復により LSR できれいに自己ゲート解除されるため、手動トリミングが必要な目撃マークが残るエッジ ゲートよりも好まれます。
- キャビティ寸法の収縮補正: LSR は、離型および二次硬化後に 2 ~ 4% 直線的に収縮するため、目標の部品寸法を達成するには、予想される収縮分だけキャビティの寸法を拡大する必要があります。収縮はコンパウンドのデュロメーター、硬化温度、および部品の形状によって変化するため、ツールが完成する前に、特定のコンパウンドおよび金型設計ごとに実際の収縮を校正するために、最初のツールの試行が不可欠です。
LSR成形における一般的な欠陥とその根本原因
適切に設計された金型と適切に構成された機械を使用しても、LSR 射出成形では一連の繰り返し欠陥が発生する可能性があり、解決するには系統的な診断とプロセス調整が必要です。各欠陥の根本原因が機械、金型、材料、またはプロセスパラメータにあるかどうかを特定することは、パラメータの変更で症状を隠すのではなく、効果的な修正措置を実行するために不可欠です。
- フラッシュ: 最も一般的な LSR 欠陥は、過剰な射出圧力、不十分な型締力、パーティング ライン表面の磨耗または許容範囲外、またはキャビティ圧力による金型のたわみによって引き起こされます。是正措置には、型締力が適切であることの確認、パーティング ライン表面の再研磨、射出速度と射出圧力の低減、金型プレートの平坦性と支柱の状態の確認などが含まれます。
- ショートショットと不完全なフィル: 不十分なショット量、通気孔の詰まり、空気の閉じ込め、または温度の上昇によりバレルまたはコールド ランナー内で部分的にゲル化した材料が原因で発生します。ベント チャネルのチェックと清掃、バレルとコールド ランナーの温度の確認、ショット量のわずかな増加が診断の最初の手順です。
- 脱型時の破れ: 硬化時間が不十分であるか、金型温度が低いために硬化が不十分であることを示します。滞留時間を延長するか、金型温度を 5 ~ 10°C 上昇させると、ほとんどの引き裂き問題が解決します。複雑な形状で持続的な裂けが発生する場合は、金型設計に問題があることを示している可能性があります。この場合、部品の形状により、突出中に設計の変更が必要な応力集中が生じます。
- キャビティ間の硬度のばらつき: キャビティ プレート全体の金型温度が不均一であることが原因で、キャビティごとに硬化速度が異なります。生産中の金型表面の熱電対マッピングにより高温ゾーンと低温ゾーンが特定され、仕様内の熱均一性を達成するためにヒーターの配置や電力配分の調整が行われます。