絶縁体射出成形機 これは、電気部品の製造、特に送電、配電システム、およびさまざまな電気用途に使用される高品質の絶縁材料の製造における重要な進歩を表しています。これらの専用機械は、精密エンジニアリングと高度なポリマー加工技術を組み合わせて、厳しい電気安全基準と性能要件を満たす絶縁コンポーネントを作成します。これらの機械の進化により、メーカーが絶縁体生産に取り組む方法が変わり、現代の電気インフラに不可欠な生産量の増加、一貫性の向上、材料特性の強化が可能になりました。
送電網の拡大と再生可能エネルギーシステムの普及に伴い、信頼性の高い電気絶縁体に対する世界的な需要は増加し続けています。射出成形技術は、電気絶縁に必要な重要な誘電特性を維持しながら、優れた寸法精度で複雑な形状を製造できるため、好ましい製造方法として浮上しています。これらの機械の機能、選択基準、操作上の考慮事項を理解することは、生産プロセスを最適化し、優れた絶縁体製品を市場に提供しようとしているメーカーにとって不可欠です。
絶縁体の射出成形のコアテクノロジーを理解する
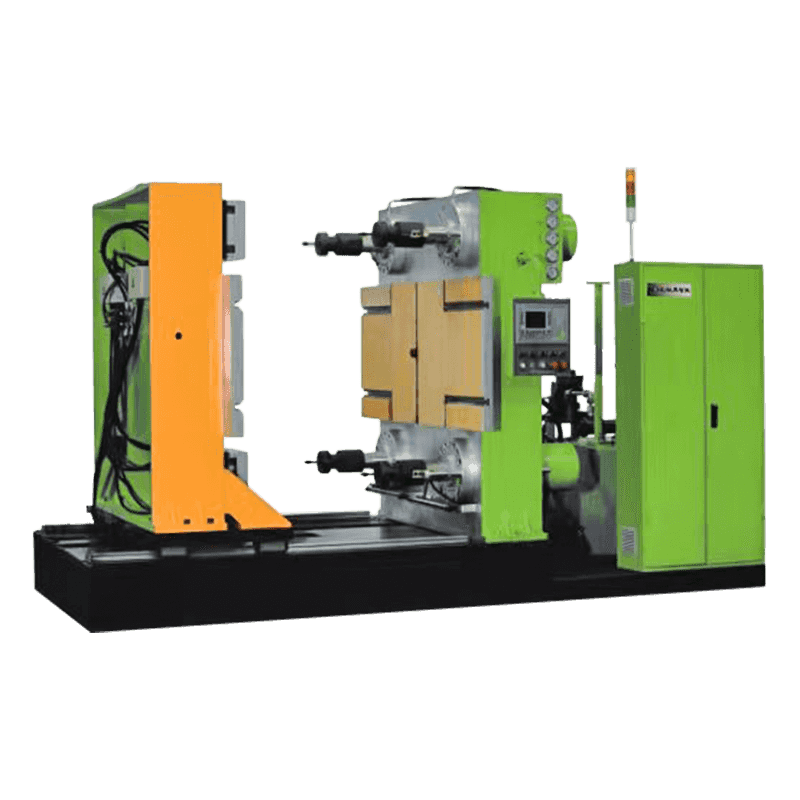
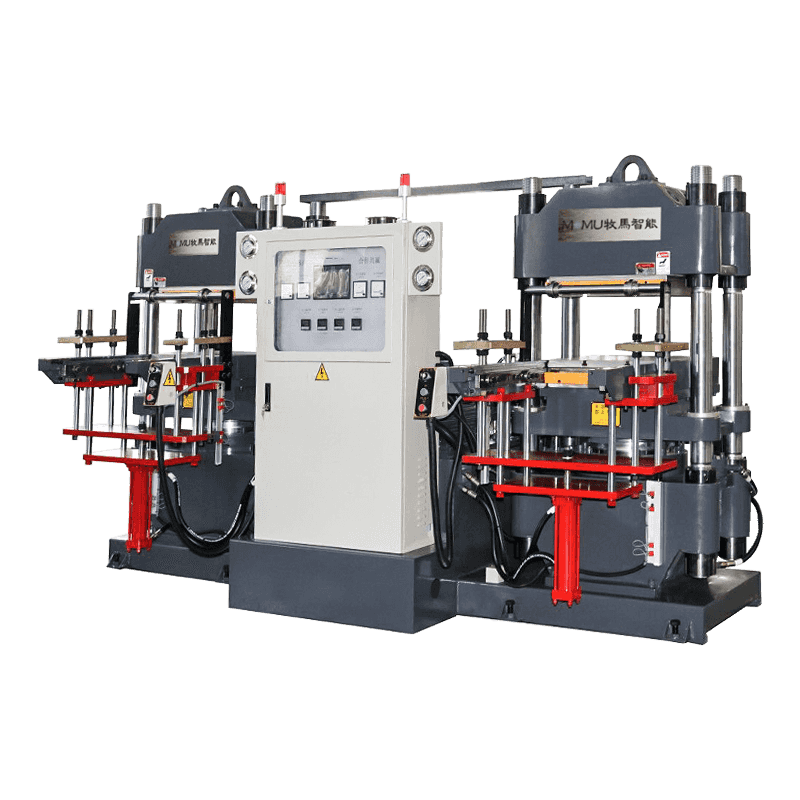
絶縁体射出成形機は、優れた絶縁特性を持つ熱可塑性および熱硬化性材料の加工に特に適した基本原理に基づいて動作します。このプロセスは、通常はエポキシ樹脂、シリコーンゴム、ポリエチレン、またはその他の特殊な化合物であるポリマー原料を加熱したバレルに供給し、そこで溶融して均質化することから始まります。次に、溶融した材料が高圧下で精密に設計された金型に注入され、絶縁体コンポーネントの最終的な形状と寸法が決まります。
絶縁体射出成形機が標準の射出成形装置と異なるのは、特定の電気的および熱的特性を持つ材料を処理するための特殊な構成です。これらの機械には、処理ウィンドウが狭いことが多い絶縁ポリマーの最適な処理条件を維持する正確な温度制御システムが組み込まれています。射出ユニットは、さまざまな粘度の材料を処理できるように設計されており、絶縁耐力を損なう可能性のあるエアポケットを排除する真空脱ガスなどの機能が含まれる場合があります。
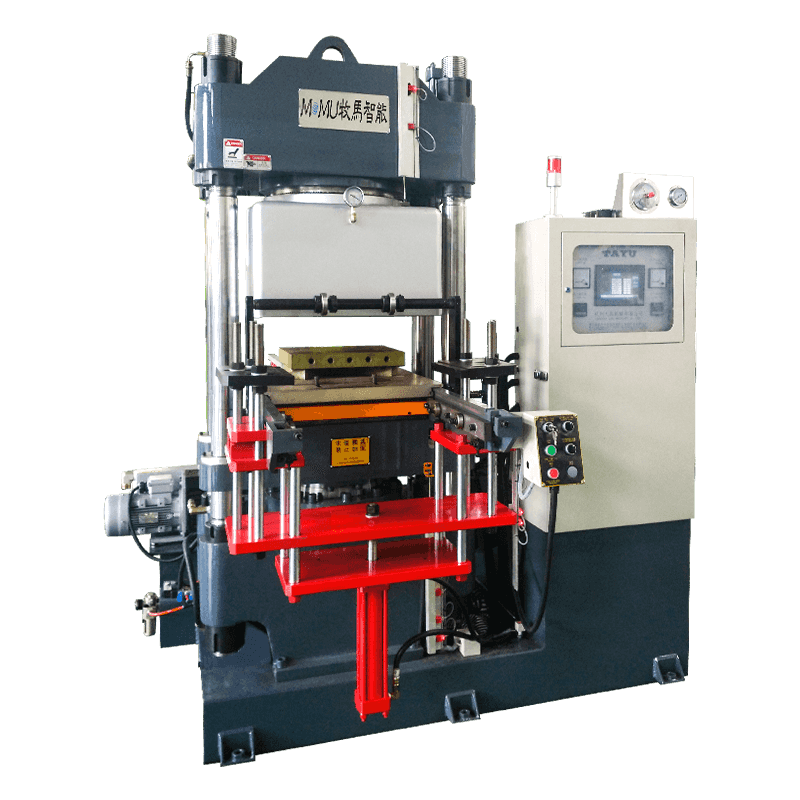
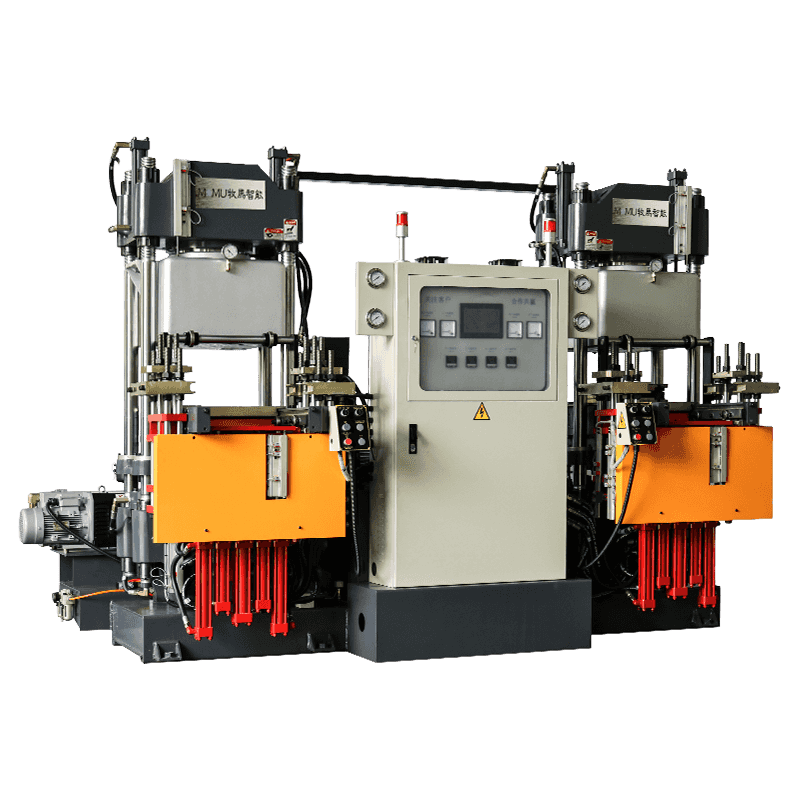
これらの機械のクランプ システムは、断熱材の熱膨張特性に対応しながら、射出中に金型を閉じた状態に保つのに十分な力を提供する必要があります。最新の機械は通常、サーボ油圧式または全電気駆動システムを備えており、射出速度、圧力、保持時間(最終製品の電気的特性、機械的強度、表面仕上げに直接影響するパラメータ)を正確に制御できます。
絶縁体の射出成形で加工される主な材料
適切な絶縁材料を選択することは、絶縁体の製造を成功させるための基本です。さまざまな用途には、特定の電気的、機械的、および環境耐性特性を備えた材料が必要です。これらの材料を理解することは、メーカーが適切な機械構成と処理パラメータを選択するのに役立ちます。
| 材質の種類 | 主な用途 | 主要なプロパティ |
| エポキシ樹脂 | 高圧絶縁体、ブッシュ | 優れた絶縁耐力、熱安定性 |
| シリコーンゴム | 屋外用碍子、ケーブルアクセサリー | 耐候性、疎水性、柔軟性 |
| ポリエチレン(PE) | ケーブル絶縁、低電圧部品 | 低誘電損失、耐湿性 |
| BMC/DMC コンパウンド | 遮断器部品、開閉装置 | 耐アーク性、寸法安定性 |
各材料カテゴリには、特定の機械構成と処理パラメータが必要です。エポキシ樹脂や BMC コンパウンドなどの熱硬化性材料には、金型内の硬化プロセスを開始および制御するための特殊なスクリュー設計と加熱プロファイルを備えた機械が必要です。これらの材料は一度硬化すると再溶解できないため、無駄を最小限に抑え、安定した品質を確保するためにプロセス制御が重要になります。逆に、ポリエチレンのような熱可塑性材料は再処理の柔軟性を提供しますが、最適な結晶化度と電気的特性を達成するには正確な冷却制御が必要です。
重要なマシンの仕様と選択基準
適切な絶縁体射出成形機を選択するには、生産要件と製品特性に合わせた複数の技術仕様を慎重に検討する必要があります。クランプ力は最も基本的な仕様の 1 つを表し、絶縁体製造では通常 50 ~ 2000 トンの範囲にあります。このパラメータは、射出圧力に対抗し、バリの形成や寸法の不正確さを引き起こす金型の剥離を防ぐのに十分な値でなければなりません。必要な型締力は、成形品の投影面積と、複雑な形状を充填するのに必要な射出圧力によって異なります。
射出容量とショット サイズによって、1 サイクルで射出できる材料の最大量が決まります。絶縁体の製造では、この仕様は部品の体積だけでなく、ランナー システムや潜在的な無駄も考慮する必要があります。通常、一貫した可塑化を確保し、バレル内の過剰な滞留時間による材料の劣化を避けるために、ショット能力利用率が 40 ~ 70% になる機械が選択されます。
マシンの仕様を評価する際には、次の要素が重要です。
- 特定の絶縁材料に適したねじ設計と L/D 比。圧縮比を低減した熱硬化性化合物用の特殊ねじと、反応性材料に適した逆止弁を備えています。
- 正確な熱プロファイルを維持するのに十分な加熱および冷却能力を備えた温度制御ゾーン。これは、処理ウィンドウが狭い材料にとって特に重要です
- 多段階射出プロファイルを可能にしてフローパターンを最適化し、内部応力を最小限に抑える射出速度と圧力制御機能
- 広い金型表面全体で一貫した温度を維持できる金型温度制御システム。多くの場合、加熱および冷却機能を備えた外部温度制御ユニットが必要です。
- データロギング、プロセス監視、品質管理の統合による制御システムの高度化により、トレーサビリティと一貫した生産を確保します。
高品質な絶縁体の生産プロセスを最適化する
絶縁体の製造で一貫した品質を達成するには、射出成形プロセスのパラメーターを細心の注意を払って最適化する必要があります。加工条件と最終製品特性の関係は複雑で、複数の変数が相互作用して電気的性能、機械的強度、寸法精度に影響を与えます。温度管理はおそらく最も重要な要素であり、材料の流動特性、熱硬化性材料の硬化速度、熱可塑性プラスチックの結晶化挙動に影響を与えます。
バレル温度プロファイルは、処理される特定の材料に基づいて慎重に確立する必要があります。エポキシベースの絶縁体の場合、樹脂が早期硬化せずに流動性を保つために、温度は通常 80 ~ 120°C に維持されます。熱硬化性材料の金型温度はかなり高く、許容可能なサイクル時間内での完全な硬化を促進するために、多くの場合 150 ~ 180°C になります。このような金型温度の上昇には、熱安定性とオペレータの安全を維持するために特殊な加熱システムと断熱材が必要です。

射出速度と圧力の最適化
射出段階は、最終製品の内部構造と表面品質に重大な影響を与えます。射出速度が速いと、ジェッティング、フローマーク、過度のせん断加熱が発生する可能性があり、ポリマーが劣化したり、弱い界面が形成されたりする可能性があります。逆に、注入が過度に遅いと、特に薄いセクションや長い流路を持つ複雑な形状の場合、充填が不完全になる可能性があります。多段階射出プロファイルにより、メーカーはバルク充填には高速を使用し、金型が完成に近づくにつれて低速を使用して、これらの競合する要件のバランスを取ることができます。
保持圧力と保持時間により、材料が冷えて収縮するときに金型キャビティが適切に保圧されます。絶縁体の場合、空隙を最小限に抑え、寸法公差を維持するには、適切な梱包が不可欠です。通常、保持圧力は最大射出圧力の 40 ~ 70% の範囲で、ゲートが固化するまで維持され、体積収縮を補償しながら逆流を防止します。
電気絶縁体の金型設計に関する考慮事項
金型は絶縁体の射出成形システムの重要なコンポーネントであり、製品の品質、生産効率、製造コストに直接影響します。絶縁体の金型は、電気要件に細心の注意を払って設計する必要があり、材料の均一な分布を促進し、応力集中を最小限に抑え、シェッド、リブ、取り付けハードウェアの境界面などの複雑な形状の完全な充填を容易にする機能を組み込む必要があります。
ゲートの設計と位置は、最終製品の特性に大きな影響を与えます。絶縁体の場合、通常、バランスのとれた充填を確保し、高応力領域のウェルド ラインを最小限に抑えるためにゲートが配置されます。大きな絶縁体には複数のゲート システムを使用して、射出圧力を低減し、材料の分布を改善することができます。ゲート タイプ (エッジ、サブマリン、またはホット ランナー) は、材料の特性、部品の形状、美的要件に基づいて選択する必要があります。
最終製品の誘電要件のため、絶縁体のモールドでは通気が特に重要です。閉じ込められた空気により空隙が生じ、電気的ストレスが集中し、早期故障につながる可能性があります。通常深さ 0.02 ~ 0.05 mm の適切な通気チャネルを、材料のフラッシュを防ぐために十分に浅くしながら、流れの終端点およびコアピンの周囲に組み込む必要があります。
品質管理および試験基準
絶縁体製造における品質保証は、寸法検証にとどまらず、電気試験や材料特性の検証にも及びます。最新の絶縁体の射出成形作業には、重要なプロセスパラメータをリアルタイムで追跡するインライン監視システムが組み込まれており、プロセスの安定性に関する即時フィードバックを提供し、逸脱が発生した場合の迅速な介入を可能にします。
成形絶縁体の電気試験プロトコルには通常、絶縁耐力試験が含まれており、絶縁耐力試験では、絶縁破壊することなく指定された電圧レベルに耐える材料の能力を検証します。この試験は、校正された高電圧試験装置を使用して、各生産バッチのサンプル部品に対して実行されます。追加の電気試験には、表面抵抗率および体積抵抗率の測定、トラッキング抵抗の評価、高電圧用途の部分放電試験が含まれる場合があります。
機械的特性試験により、絶縁体が設置応力や使用負荷に耐えられるかどうかが確認されます。一般的な試験には、引張強度、曲げ強度、耐衝撃性の測定が含まれます。環境試験では、促進された風化、熱サイクル、化学物質や紫外線への曝露による経年変化の影響をシミュレートし、絶縁体の長期的な性能信頼性を検証します。
メンテナンスと運用のベストプラクティス
絶縁体射出成形機を最適な状態に維持するには、機械システムと熱システムの両方に対処する体系的な予防保守プログラムが必要です。定期的な検査とメンテナンスにより予期せぬダウンタイムを防ぎ、一貫した製品品質を保証します。油圧システムでは、応答性の高い制御を維持し、汚染を防ぐために、定期的なオイル交換、フィルター交換、圧力テストが必要です。サーボ電気機械では、精度と信頼性を確保するために、ボールねじ、リニアガイド、電気部品を定期的に検査する必要があります。
バレルとスクリューのアセンブリは、絶縁コンパウンドによく含まれる高温や研磨性フィラーにさらされるため、特に注意が必要です。摩耗パターンの定期的な検査、材料交換間の適切なパージ手順、摩耗したコンポーネントのタイムリーな交換により、品質上の問題や材料汚染が防止されます。正確な温度制御を確保するには、温度センサーと発熱体を定期的に校正する必要があります。
オペレーターのトレーニングは、碍子製造を成功させる上で過小評価されがちな側面を表しています。十分な訓練を受けた担当者は、プロセス逸脱の警告兆候を早期に特定し、品質問題に適切に対応し、新しい製品や材料に合わせて機械の設定を最適化できます。包括的なトレーニング プログラムでは、機械の操作、安全プロトコル、資材の取り扱い、品質検査手順、および基本的なトラブルシューティング技術をカバーする必要があります。プロセスパラメータ、メンテナンス活動、および品質指標を文書化することで、継続的な改善が可能になり、プロセスの最適化と問題解決に貴重なデータが提供されます。