ゴム圧縮成形機とは?
あ ゴム圧縮成形機 は、閉じた金型キャビティ内で制御された熱と圧力を加えることによってゴムコンパウンドを成形するように特別に設計された油圧プレスです。材料がランナー システムを通じて金型に押し込まれる射出成形とは異なり、圧縮成形では、プリフォームと呼ばれる事前に測定されたゴム充填物が開いた金型キャビティに直接配置されます。次に、プレス機が高圧下で金型を閉じると同時に熱を加え、ゴムを流動させてキャビティを充填し、永久的な固体形状に加硫させます。その結果、金型の形状を正確に複製した完成したゴム部品が得られます。
これらの機械は、自動車用シーリング システム、工業用ガスケット、航空宇宙用振動減衰装置、医療機器部品、靴底、消費財など、精密なゴム部品に依存する業界の基礎となります。圧縮成形プロセスは、その簡素さ、射出成形と比較して工具コストが比較的低いこと、および天然ゴム、シリコーン、EPDM、ネオプレン、ニトリル (NBR)、およびフルオロエラストマー (FKM) を含む幅広いゴム配合物に適していることで高く評価されています。機械自体は制御された環境であり、生産規模での一貫した再現可能な加硫を可能にします。
主要な動作原理: 熱、圧力、加硫
ゴム圧縮成形機の動作原理は、温度、圧力、硬化時間という 3 つの相互依存変数を中心に展開します。これらを総合すると、成形ゴム部品が意図した物理的仕様を満たしているか、硬化不足、硬化過剰、または寸法の不正確さによって故障するかどうかが決まります。
金型は通常、硬化鋼またはアルミニウムから機械加工され、油圧プレスの上部プラテンと下部プラテンの間に取り付けられます。プラテンに埋め込まれた電熱素子または蒸気回路が、金型を介してゴム充填物に熱を伝達します。ゴムが加熱されると、ゴムは柔らかくなり、柔軟になり、プレスの閉鎖圧力を受けて流動し、キャビティのあらゆる輪郭を満たします。同時に、熱によりゴム配合物内の加硫剤 (通常は硫黄化合物または過酸化物) が活性化され、ポリマー鎖の架橋が引き起こされます。この架橋により、柔らかい熱可塑性の生ゴムが、弾性があり、寸法が安定した、永久的な形状の部品に変化します。
プラテン表面全体にわたって正確な温度均一性を維持することが重要です。不均一な熱分布により、単一の金型内での硬化速度に差が生じ、一貫性のない硬度、表面欠陥、または内部空隙のある部品が生成されます。最新の圧縮成形機は、PID (比例積分微分) 温度コントローラーを使用して、生産サイクル全体を通じてプラテン温度を設定値の ±1°C 以内に保ちます。

ゴム圧縮成形機の主な種類
ゴム圧縮成形機にはいくつかの構成があり、それぞれが異なる生産環境、部品サイズ、自動化レベルに適しています。
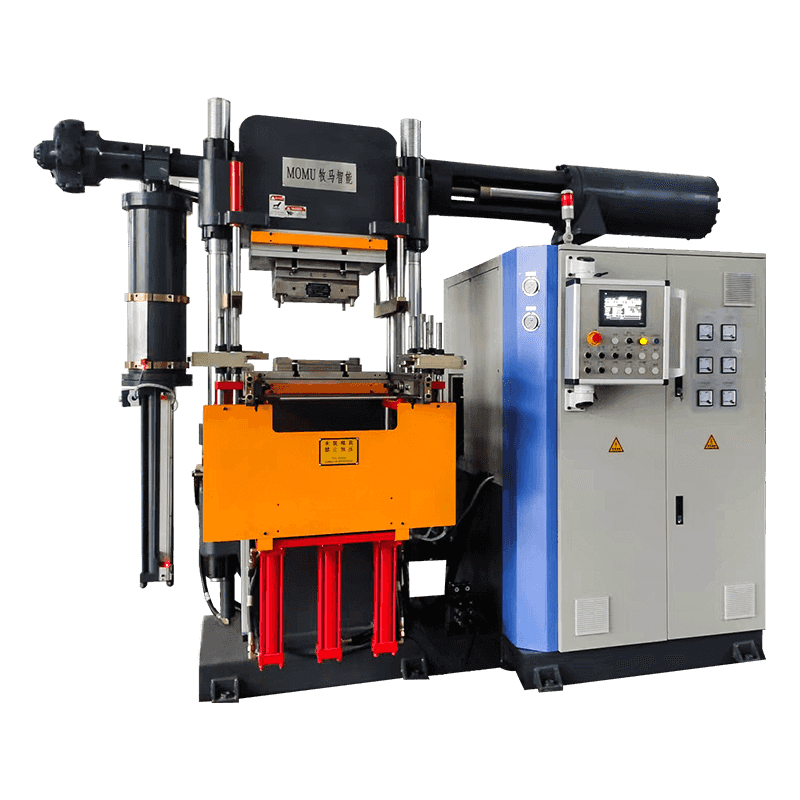
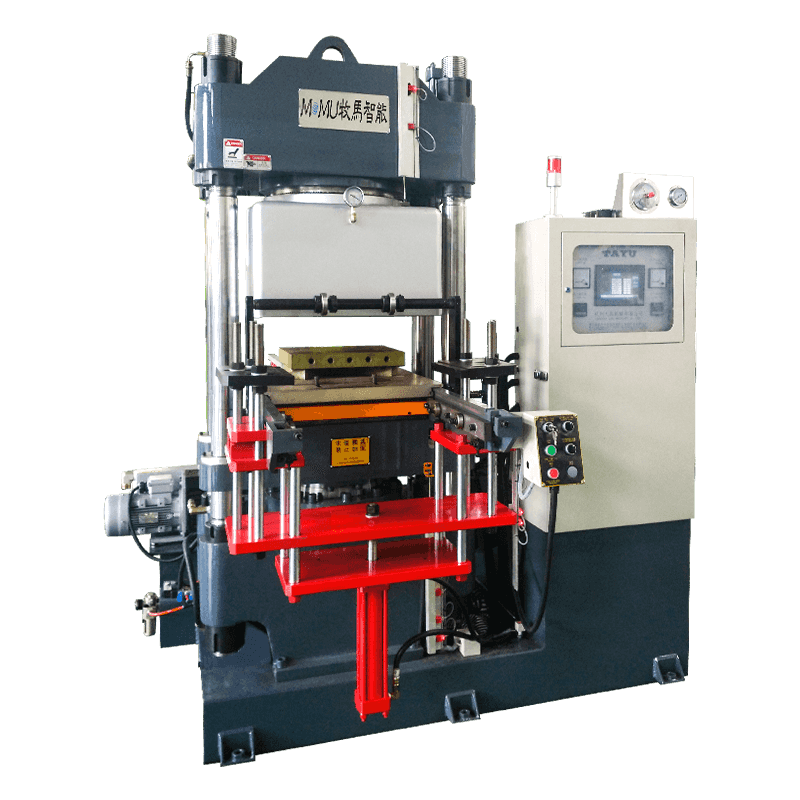
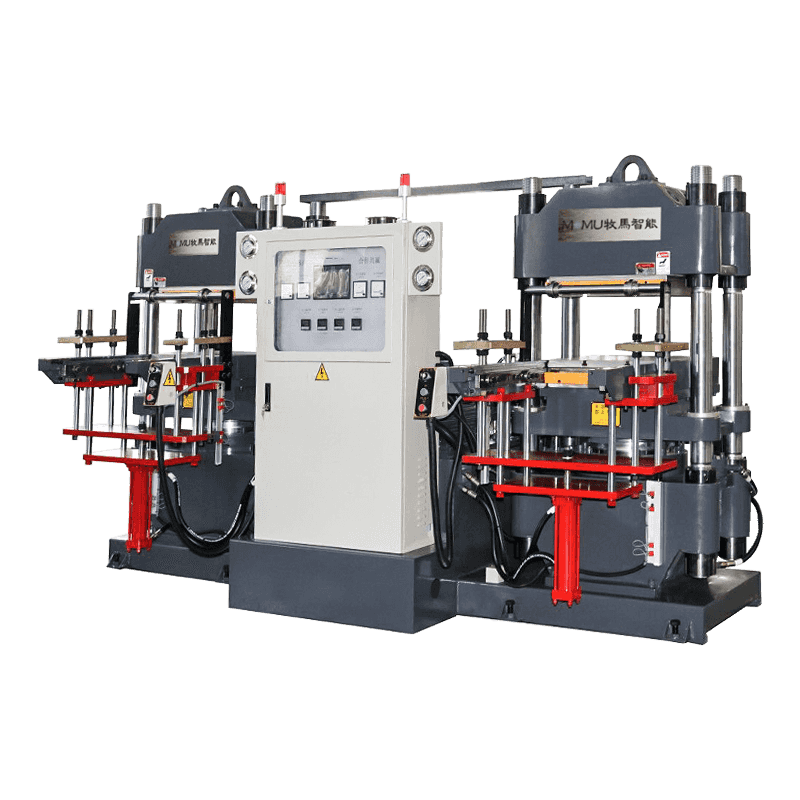
シングルデイライトプレス
シングルデイライトプレスには、上部プラテンと下部プラテンの間に開口部が 1 つあり、一度に 1 つの金型を収容できます。これは、小規模から中規模の生産工程や、比較的大きな個別のコンポーネントを成形する場合に最も一般的な構成です。操作が簡単で、金型の交換が簡単で、オペレータがプリフォームの装填と部品の取り外しのために金型に直接アクセスできます。シングルデイライト プレスは、用途に応じて 50 トンから 1,000 トン以上の型締力で利用できます。
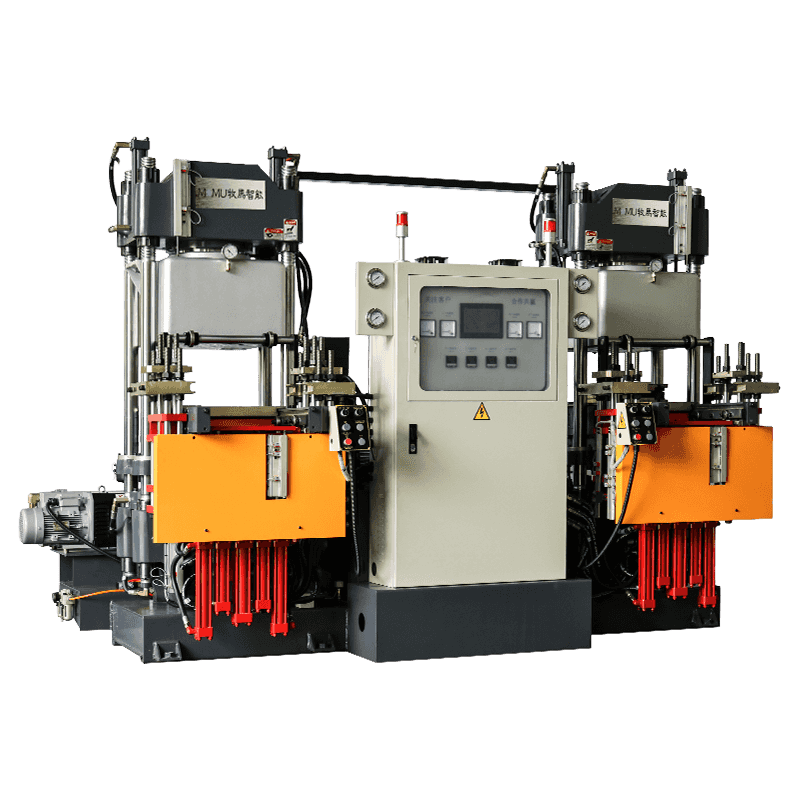
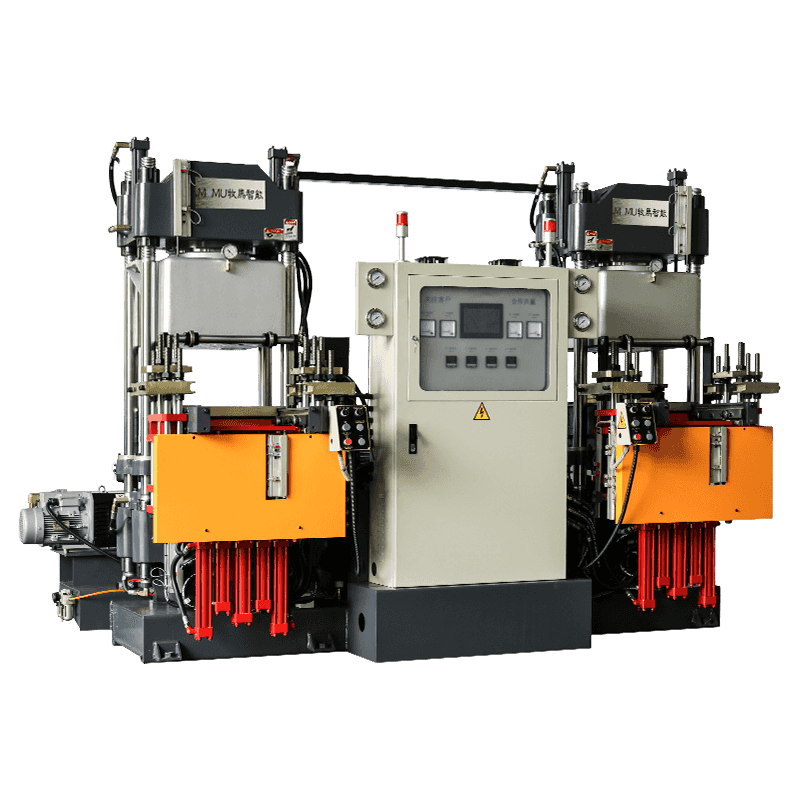
マルチデイライトプレス
マルチデイライト プレスには、垂直に積み重ねられた複数の加熱プラテンが組み込まれており、単一のプレス ストロークで同時に動作する複数の金型開口部 (またはデイライト) を作成します。この構成により、追加の床面積や別個のプレスを必要とせずに、サイクルあたりの生産量が大幅に増加します。 4 昼光プレスは、各生産サイクルでアクティブな金型キャビティの数を効果的に 4 倍にし、シール、O リング、振動マウント、グロメットなどの中小規模のゴム部品の大量生産を非常に効率的にします。
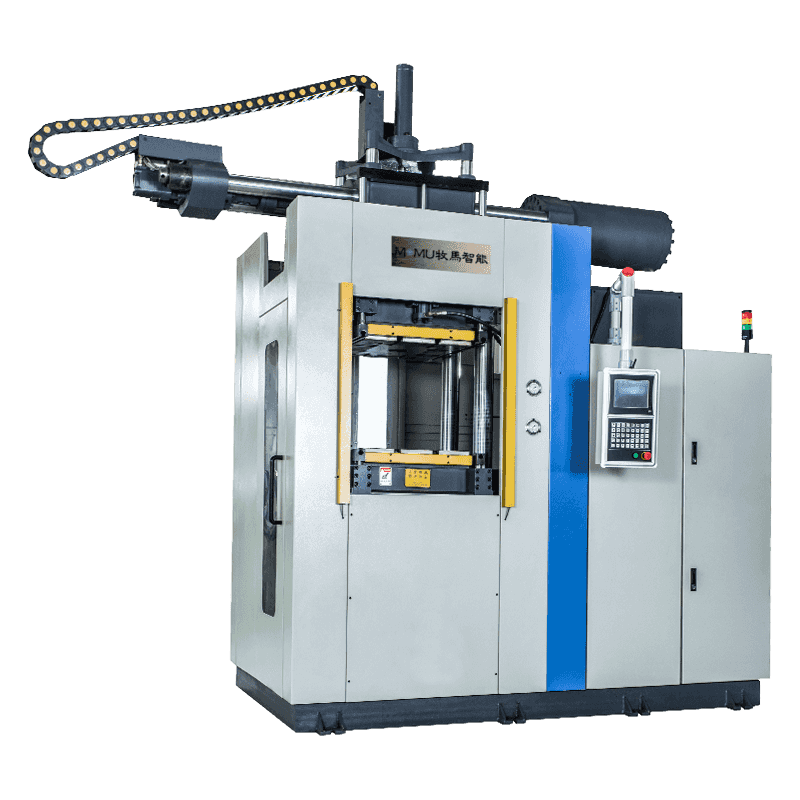
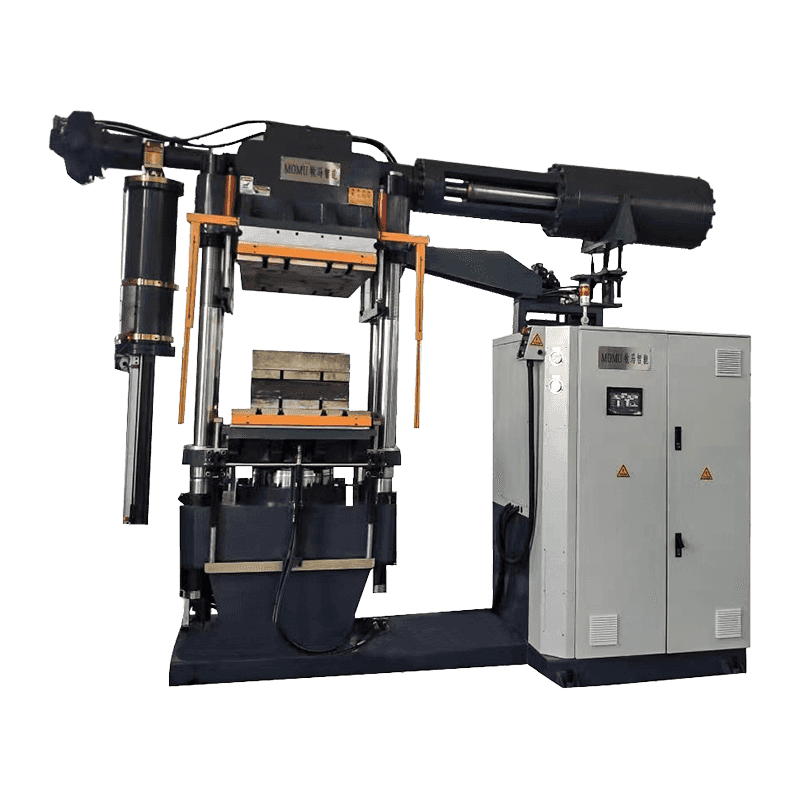
ロータリーまたはシャトルテーブルプレス
ロータリーおよびシャトル テーブル プレスは、ローディングおよびアンローディング ゾーンをプレス ゾーンから分離することで、オペレーターの人間工学とサイクル効率を向上させるように設計されています。回転するターンテーブルまたはスライド式シャトルが金型をプレス機に出入りさせ、自動または半自動でプレス機が硬化サイクルを完了している間、オペレーターは安全でアクセス可能なステーションでプリフォームをロードし、完成品を取り外すことができます。この設計は、非生産的なオープン時間を最小限に抑えることが優先される高ケイデンスの実稼働環境で特に効果的です。
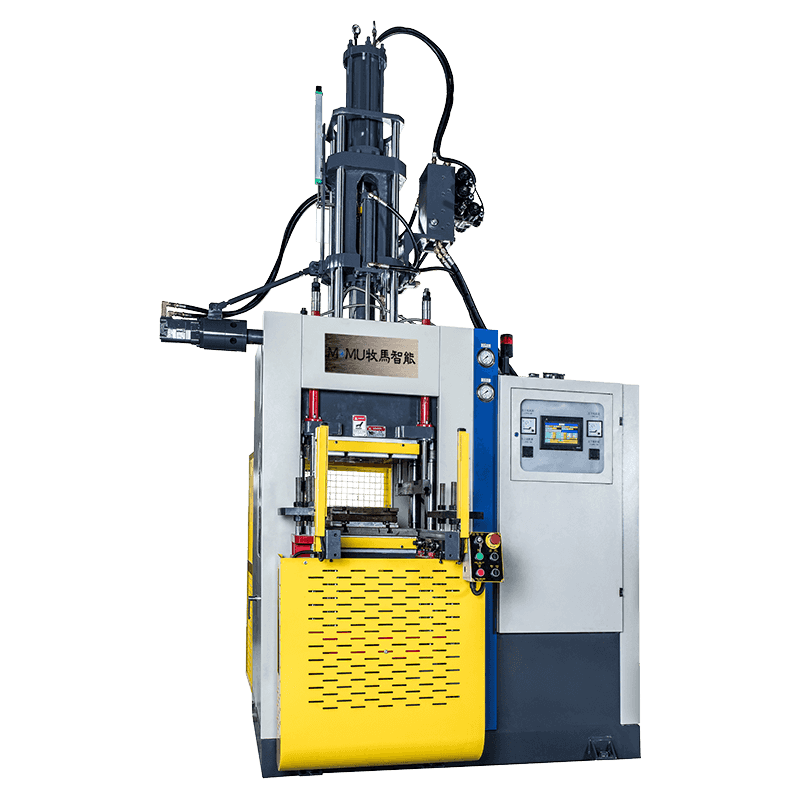
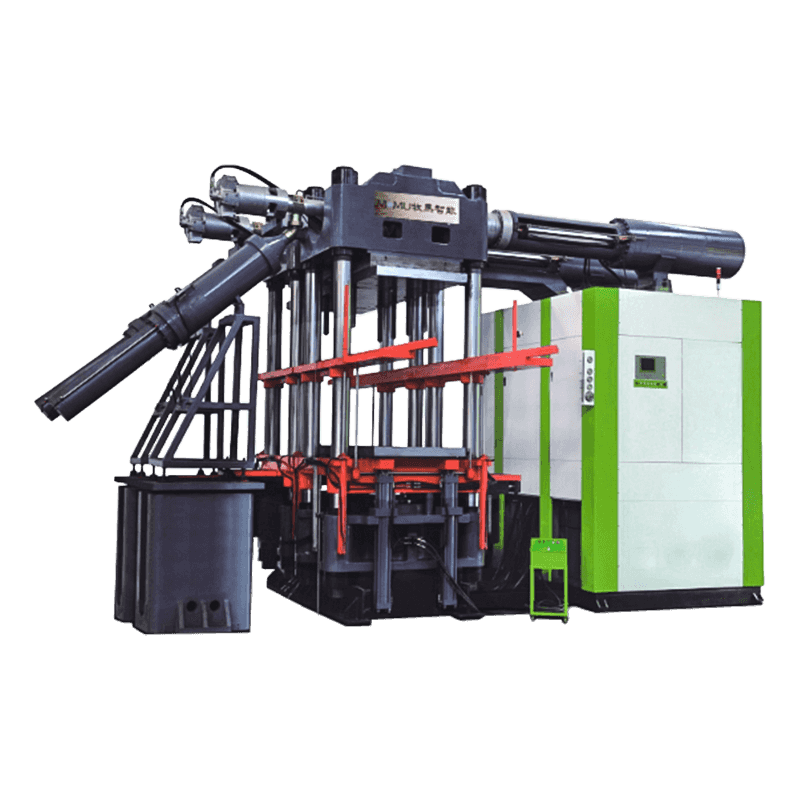
真空圧縮成形プレス
シリコーン医療部品、航空宇宙用シール、高電圧電気絶縁体など、ボイドのない完全性の高いゴム部品を必要とする用途の場合、真空圧縮成形プレスは、プレス サイクル前およびプレス サイクル中に金型キャビティから空気を排出します。金型内に閉じ込められた残留空気は、重要な用途では許容できない多孔性、不完全な充填、および表面の傷を引き起こす可能性があります。真空システムはゴムが流動して加硫する前にこの空気を除去し、厳格な品質基準を満たす緻密で欠陥のない部品を保証します。
主要な技術仕様の説明
適切なゴム圧縮成形機を選択するには、その機能を定義する技術仕様を明確に理解する必要があります。次のパラメータは評価するのに最も重要です。
| 仕様 | 代表的な範囲 | なぜそれが重要なのか |
| クランプ力 | 50~2,000トン | 金型キャビティの圧力とバリ制御を決定します |
| プラテンサイズ | 200×200mm~1500×1500mm | 最大金型設置面積とキャビティ数を設定します |
| 温度範囲 | 100℃~250℃ | 複合加硫要件に適合する必要がある |
| デイライトオープニング | 200mm~800mm | 金型の高さと安全な積載スペースを考慮する必要があります |
| 温度均一性 | ±1℃~±3℃ | プラテン領域全体にわたって一貫した硬化を実現するために重要 |
| 制御システム | PLC タッチスクリーン HMI | レシピの保存、プロセス監視、アラーム管理が可能 |
クランプ力はおそらく最も基本的な仕様です。ゴムコンパウンドが加熱中に軟化して膨張するときに発生する内圧に対して、金型を完全に閉じた状態に保つのに十分でなければなりません。クランプ力が不十分であると、金型が開いて過度のバリ (パーティング ラインの薄いゴム フィン) が発生し、労力を要する金型後のトリミングが必要となり、材料の無駄が増加します。
圧縮成形に適したゴムコンパウンド
すべてのゴムコンパウンドが同様に圧縮成形に適しているわけではないため、加工される材料に合わせて機械を適切に構成する必要があります。最も一般的に処理される化合物は次のとおりです。
- 天然ゴム (NR): 優れた機械的特性と弾性。産業および自動車用途で広く使用されています。 150~170℃で容易に加硫します。
- シリコーン (VMQ/HCR): 優れた耐温度性(-60℃~230℃)、生体適合性、耐候性。通常は 160 ~ 180 °C の範囲で正確な温度制御が必要です。医療および食品と接触する用途で広く使用されています。
- EPDM: 優れた耐オゾン性、耐紫外線性、耐候性。屋外のシール、ガスケット、屋根のプロファイルに一般的に使用されます。通常は 160 ~ 180°C で成形されます。
- ニトリル(NBR): 優れた耐油性および耐燃料性。自動車のオイルシール、燃料システム部品、油圧シールの標準材料。 150~170℃で成形します。
- フッ素エラストマー(FKM/バイトン): 熱、化学薬品、燃料に対する優れた耐性。要求の厳しい航空宇宙、自動車、化学処理用途で使用されます。 175 ~ 200°C の高い成形温度とより長い硬化サイクルが必要です。
- ネオプレン (CR): 耐油性と耐候性のバランスが良好。ホース、ベルト、ケーブルジャケットに使用されます。 150~170℃で成形します。
あutomation and Control Features in Modern Machines
最新のゴム圧縮成形機は、手動制御を備えた単純な油圧プレスをはるかに超えて進化しています。今日の機械には、プロセスの一貫性を向上させ、オペレーターへの依存を軽減し、より広範な工場管理システムへの統合を可能にする、高度な自動化機能とデジタル制御機能が組み込まれています。
PLCベースのプロセス制御
プログラマブル ロジック コントローラー (PLC) は、保存されたレシピに基づいて、プレス サイクル全体 (閉じる速度、圧力上昇、硬化時間、開くシーケンス、排出) を管理します。各ゴム配合物と金型の組み合わせには独自のプログラムを保存できるため、オペレーターはパラメータを手動でリセットすることなく、HMI タッチスクリーンで適切なレシピを選択するだけで製品を切り替えることができます。レシピベースの制御によりセットアップエラーが排除され、すべての生産実行が検証されたベースラインから確実に開始されます。
あutomatic Deflashing and Degassing
多くの機械にはプログラム可能な脱気シーケンス (硬化サイクルの初期段階でプレスを短時間制御して開くシーケンス) が組み込まれており、最終的に閉じて完全に硬化する前に、閉じ込められた空気や揮発性物質を金型から逃がすことができます。これは、内部の気孔が一般的な欠陥である厚い部品や複雑な部品の場合に特に重要です。一部のプレス機には、型から外した直後に部品からバリを除去するロボット アームや機械式バリ取りツールも組み込まれており、手作業による仕上げ作業が軽減されます。
データロギングと品質トレーサビリティ
産業用圧縮プレスには、生産サイクルごとに温度、圧力、サイクル タイム、アラーム イベントを記録するデータ ログ機能が搭載されることが増えています。このトレーサビリティは、製造記録を保持し、監査可能にする必要がある医療機器や航空宇宙などの規制産業では非常に重要です。リアルタイム監視ダッシュボードにより、生産監督者は複数の印刷機の機械パフォーマンスを同時に追跡し、不良バッチが発生する前に逸脱を特定できます。
アプリケーションに適したマシンを選択する方法
ゴム圧縮成形機の選択は、機械のコストだけで判断するのではなく、特定の製品要件、生産量、材料の種類によって決定される必要がある、多要素の決定です。次の考慮事項を系統的に検討してください。
- 部品の形状と金型のサイズを定義します。 プラテンの寸法は、すべての側面に隙間があり、金型に快適に適合する必要があります。複数個取りの金型の場合は、総投影面積を計算して、必要な最小型締力を決定します。
- ゴムコンパウンドを特定します。 コンパウンドの加硫温度範囲と硬化時間を確認してください。機械の加熱システムが、品質基準に必要な均一性を備えたプラテン全体にわたってその温度に到達し、維持できることを確認してください。
- あssess production volume: 小型部品の大量生産には、複数昼光構成または回転テーブルの自動化によるメリットがあります。少量から中量の大型または複雑な部品には、通常、レシピベースの PLC 制御を備えた 1 日照明プレスが適しています。
- 品質要件を考慮してください。 あpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- アフターサポートを評価する: ゴム圧縮機では、油圧システム、発熱体、制御コンポーネントの定期的なメンテナンスが必要です。アクセス可能な技術サポート、利用可能なスペアパーツ、およびローカル サービス機能を備えたサプライヤーを選択すると、機械の耐用年数にわたる生産稼働時間への投資が保護されます。
あ rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.