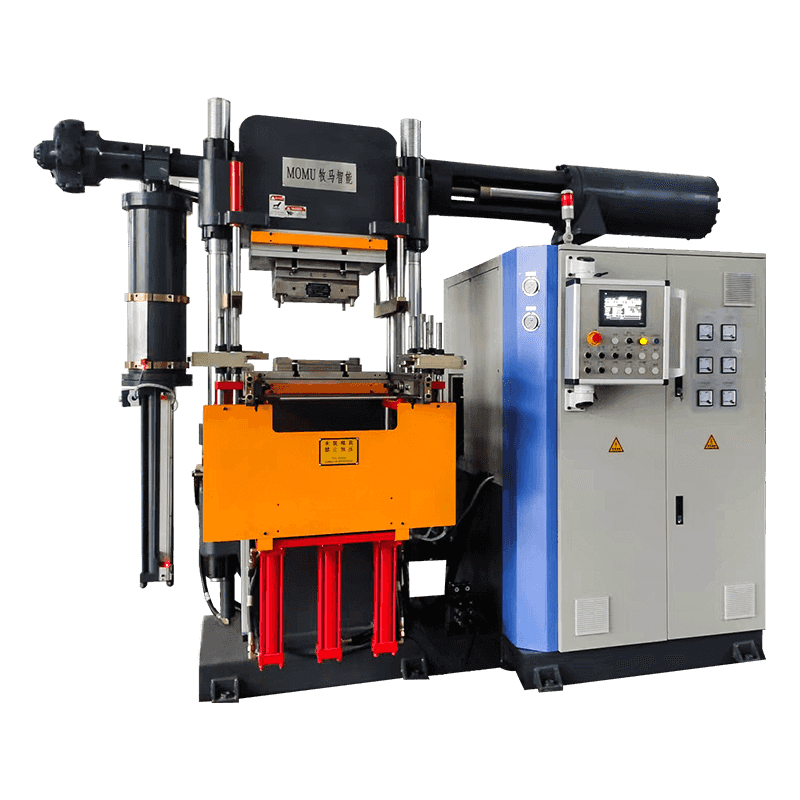
液体シリコーン ラバー (LSR) 射出成形は、柔軟で耐熱性があり、生体適合性のあるシリコーン コンポーネントを製造するために利用できる最も正確で汎用性の高い製造プロセスの 1 つです。このプロセスの中心となるのは、標準的な熱可塑性プラスチック射出成形機とは根本的に異なる高度に特殊化された装置である LSR 射出成形機です。医療機器、自動車用シール、幼児向け製品、家庭用電化製品の LSR 処理を評価する場合、これらの機械がどのように動作するのか、また何がユニークなのかを理解することは、情報に基づいて生産上の意思決定を行うために不可欠です。
LSR 射出成形と標準の射出成形の違い
標準的な熱可塑性射出成形では、固体プラスチック ペレットを溶かし、その溶けた材料を冷却した金型に射出し、固化した部品を取り出します。 LSR 射出成形は、まったく逆の熱方向で機能します。液体シリコーン ゴムは、冷間加工可能な 2 成分の熱硬化性材料で、室温で保存され、加熱された金型にポンプで注入され、そこで架橋 (加硫) されて最終的な固体の形状になります。
この熱プロセスの逆転は、機械設計に重大な影響を及ぼします。材料供給システムは早期硬化を防ぐために低温に保つ必要があり、一方、制御されたサイクル タイム内で加硫反応を開始して完了させるために、金型は通常 150°C ~ 220°C に加熱する必要があります。 LSR 射出成形機のすべてのコンポーネントは、このコールドフィード、ホットキュアのプロセス ロジックに基づいて設計されています。
さらに、LSR は 2 部構成のシステムです。成分 A にはベースのシリコーンポリマーと白金触媒が含まれ、成分 B には架橋剤と顔料またはその他の添加剤が含まれます。これら 2 つの成分は、正確な 1:1 の体積比で計量され、気泡が入らないように完全に混合され、大幅な硬化が始まる前に金型に注入される必要があります。

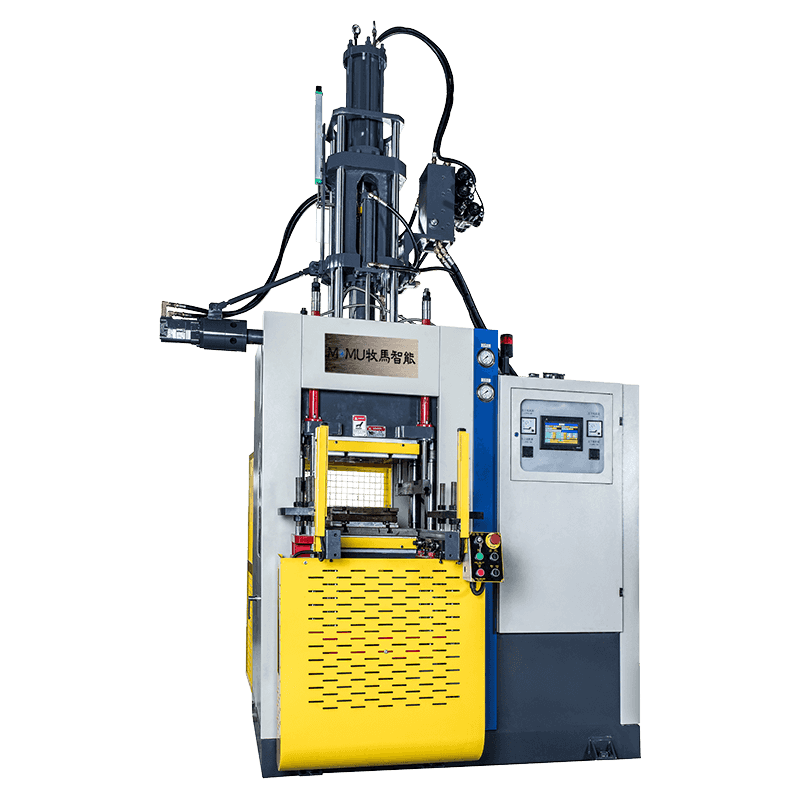
LSR 射出成形機の主要コンポーネント
LSR 射出成形システムは、いくつかの統合されたサブシステムで構成されており、それぞれが一貫した欠陥のないシリコーン部品を提供する上で重要な機能を実行します。
ドラムポンプおよび計量ユニット
ドラムポンプユニットは、空気の取り込みを防ぐために材料表面を押し下げる従動プレートを使用して、元の供給ドラムから 2 つの LSR コンポーネントを吸引します。各成分は、体積流量を高精度に制御する個別の正確に校正された計量ポンプ (通常はギア ポンプまたはピストン ポンプ) を介して供給されます。コンポーネント A とコンポーネント B の比率は、ショット全体を通じて正確に 1:1 に維持されます。この比率から逸脱すると、完成したコンポーネントの硬化が不完全になったり、部品が粘着したり、物理的特性が低下したりする結果になります。
静的および動的混合システム
計量後、2 つの成分は混合システムを通過してから射出バレルに入ります。スタティック ミキサー (チューブ内のらせん状要素) は、部品を動かすことなく成分を完全にブレンドする乱流の折り畳み動作を生み出します。色が重要な配合または添加剤が豊富な配合の場合、回転要素を備えたダイナミックミキサーを使用して、より集中的に混合することができます。空気の混入が成形品の空隙や表面欠陥として現れるため、混合システムは空気を取り込むことなく完全に均質な混合物を生成する必要があります。
コールドランナー射出バレルとスクリュー
バレルが加熱される熱可塑性プラスチック機械とは異なり、LSR 射出バレルは、計量および射出中に材料をその活性化温度未満に維持するために、多くの場合水または冷媒を使用して冷却されます。 LSR マシンのスクリューは、液体の低粘度材料を扱うために特別に設計されています。通常、低圧縮比と、ショット間の低粘度シリコーンの垂れを防ぐためにノズル先端に遮断バルブが付いているのが特徴です。バレルの温度管理は非常に重要です。バレル温度がわずかに上昇しただけでも、早期の架橋が始まり、システムが詰まり、コストのかかるダウンタイムが発生する可能性があります。
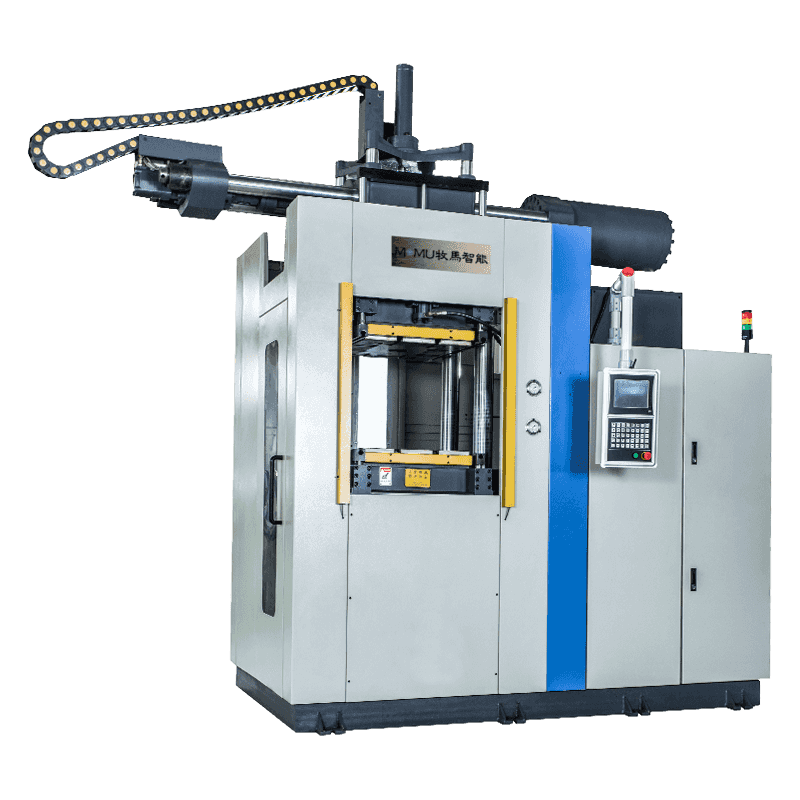
加熱モールドとクランプユニット
LSR 機械の金型は加硫温度まで電気的に加熱され、すべてのキャビティにわたって厳密な熱均一性が維持されます。 LSR は粘度が非常に低く、パーティング ラインの微細な隙間にも侵入するため、射出圧力に対して金型を閉じた状態に保持するクランプ ユニットは、バリを防ぐのに十分な力を提供する必要があります。 LSR 金型の型締力は、投影される部品面積と射出圧力に基づいて計算され、キャビティの数と部品の形状に応じて、通常は 50 ~ 500 トンの範囲になります。
LSR 射出成形プロセスの段階別
LSR 射出成形サイクルの一連の操作を理解すると、機械の各コンポーネントがそのように設計されている理由が明確になります。
- 材料の計量: ドラムポンプは供給ドラムから成分 A と B を吸引し、計量ユニットはそれらを正確な 1:1 の体積比で混合システムに供給します。
- 混合: 2 つの成分は静的または動的ミキサーで完全に混合され、すぐに注入できる均質で気泡のない混合物が生成されます。
- 投与量: 混合された LSR は冷却された射出バレル内に計量され、すべてのキャビティとランナー システムを充填するのに必要な正確なショット量が蓄積されます。
- 型閉じ: クランプ ユニットは、射出開始前に最大のクランプ力で金型を閉じてロックします。
- 注射: スクリューが前進し、制御された速度と圧力で LSR をコールド ランナー システムを通して加熱された金型キャビティに押し込みます。
- 加硫: 加熱された金型は、白金触媒による架橋反応を引き起こします。部品は、プログラムされた滞留時間 (壁の厚さ、材料グレード、金型温度に応じて通常 15 ~ 90 秒) の間、金型内で硬化します。
- 型開きと脱型: 硬化が完了すると、金型が開き、手動、エジェクターピン、またはロボット脱型システムによって部品が取り出されます。 LSR 部品は柔軟性があるため、多くの場合、硬い熱可塑性プラスチックでは不可能な複雑な形状から型から取り外すことができます。
LSR射出成形機仕様比較
| 仕様 | 代表的な範囲 | 重要性 |
| クランプ力 | 50~500トン | 低粘度LSRのバリを防止 |
| バレル温度 | 5℃~25℃(冷却) | バレル内の早期硬化を防止します |
| 金型温度 | 150℃~220℃ | 硬化速度と部品特性を制御します |
| 計量比精度 | ±0.5%以上 | 完全かつ一貫した硬化を保証します |
| ショット量 | 0.1cm3~3,000cm3 | 部品のサイズとキャビティ数を決定します |
| 硬化サイクルタイム | 15~90秒 | スループットと生産コストに影響を与える |
| キャビティの数 | 1 – 128 | 大量生産に合わせて生産量を調整 |
LSR 射出成形機を利用する産業と用途
LSR は、生体適合性、-60 °C から 200 °C 以上までの熱安定性、電気絶縁性、耐薬品性、特定グレードの光学的透明性といった特性の独自の組み合わせにより、要求の厳しい幅広い業界で選ばれる材料となっています。
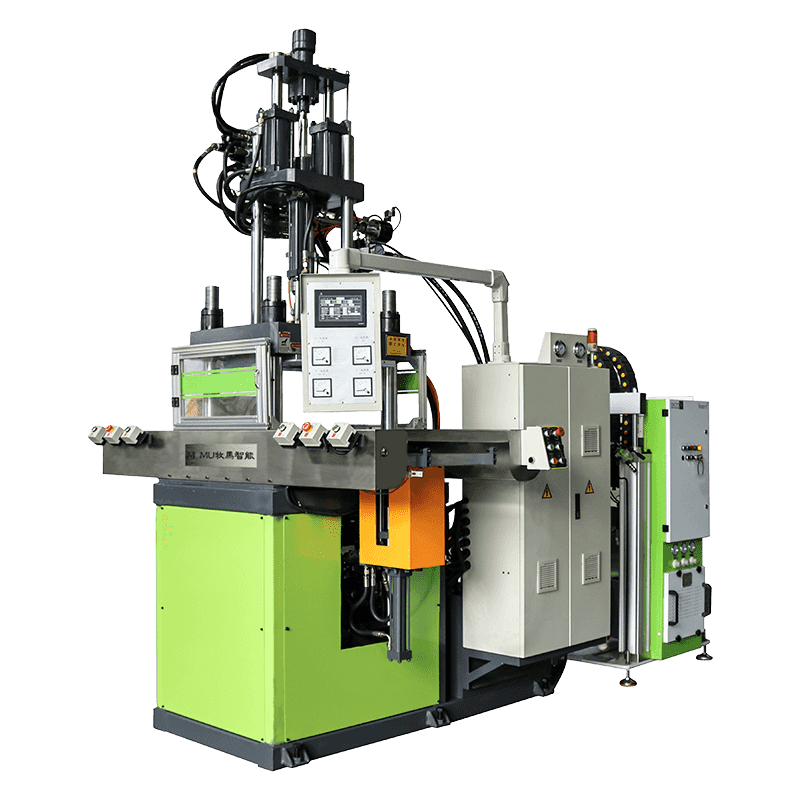
医療およびヘルスケア機器
LSR は、分解することなくオートクレーブ、ガンマ線、またはエチレンオキシドで滅菌できるため、医療用途で広く使用されています。 LSR 射出成形機は、呼吸マスク、シリンジ ストッパー、カテーテル チップ、埋め込み型シール、蠕動ポンプ チューブ、乳児用栄養製品などの部品を製造します。医療グレードの LSR 配合物は ISO 10993 生体適合性基準を満たしており、射出成形プロセスの密閉された汚染のない性質により、クリーンルームでの製造に適しています。
自動車部品
自動車分野では、LSR は、極端な温度変動や油や燃料への暴露に耐える必要があるスパーク プラグ ブーツ、グロメット シール、コネクタ シール、ガスケット、センサー ハウジングに使用されています。 LSR は熱安定性が高いため、冷間始動から高い動作温度まで確実に機能する必要があるエンジン ベイのコンポーネントに従来のゴムよりもはるかに適しています。
家庭用電化製品およびウェアラブル機器
スマートウォッチのバンド、イヤホンチップ、ボタン膜、スマートフォンの防水シール、キーボードのキー膜はすべて、一般に LSR 射出成形を使用して製造されています。 LSR は、厳しい公差で複雑な形状に、そしてあらゆる色で成形できるため、性能と美観の両方が重要な消費者向け製品に最適です。
乳児および食品に接触する製品
哺乳瓶の乳首、おしゃぶり、おしゃぶり、キッチン家電用の食品グレードのシールは、材料に BPA、フタル酸エステル、その他の有害な可塑剤が含まれていないため、LSR で製造されています。繰り返しの滅菌サイクルに耐え、低温でも柔軟性を維持し、味や臭いを吸収しません。これらはすべて、食品と接触する用途や幼児用途にとって重要な特性です。
LSR 射出成形機を選択する際に考慮すべき要素
正しい選択 LSR射出成形機 特定の製造要件、材料特性、品質目標を慎重に評価する必要があります。用途に合わせて間違った機械を購入すると、品質上の欠陥が生じ、過剰なスクラップが発生し、生産目標の達成が困難になります。
- パーツのサイズとショットの重量: 機械の射出ユニットは、部品とキャビティ数に必要な正確なショット量を提供できるサイズにする必要があります。特大の射出ユニットにより、小さな部品の注入精度が低下します。小さすぎるユニットでは、大型または複数個取りの金型を充填できません。
- 計量精度: 医療部品や食品と接触する部品などの重要な用途では、±0.5% 以上の計量精度が必要です。計量システムの仕様を確認し、サプライヤーから文書化されたプロセス能力データを要求してください。
- コールド ランナーまたは廃棄物ランナー システム: LSR 用のコールド ランナー システム (ランナー材料を未硬化状態に保ち、リサイクルまたは再注入可能) は材料の無駄を大幅に削減し、大量生産機械の標準となっています。ランナー システムと金型設計の互換性を確認します。
- クリーンルームへの適合性: 医療機器の製造では、機械はクリーンルームへの設置、つまりステンレス鋼またはコーティングされた表面、最小限の粒子発生、およびクリーンルームガウンとアクセスプロトコルとの互換性を備えている必要があります。
- 自動化の統合: LSR の大量生産は、統合されたロボット脱型、画像検査システム、コンベアベースの部品ハンドリングから大きなメリットをもたらします。購入前に、マシンのインターフェースがオートメーション要件と互換性があることを確認してください。
- 真空排気能力: 優れた表面品質が必要な部品や光学グレードの LSR を加工する場合は、閉じ込められた空気を除去するために射出前に金型キャビティを真空にする必要があります。アプリケーションで真空排気が必要な場合は、機械と金型の設計が真空排気をサポートしていることを確認してください。
代替シリコーン加工法と比較したLSR射出成形機の利点
LSR射出成形は、シリコーンゴム部品の製造方法として、圧縮成形やトランスファー成形と競合します。各方法にはそれぞれ独自の役割がありますが、LSR 射出成形には、精密部品の中量から大量生産において大きな利点があります。
- サイクルタイム: LSR 射出成形のサイクル タイムは、特に薄肉部品の場合、圧縮成形よりも大幅に短く、シフトあたりのスループットが大幅に向上します。
- 寸法の一貫性: 密閉式の自動射出プロセスでは、オープンモールド圧縮プロセスよりもはるかに厳しい寸法公差が得られますが、これは材料の配置や金型の閉鎖におけるオペレーターのばらつきの影響を受けます。
- 材料廃棄物: コールド ランナー LSR 射出システムでは、未硬化のランナー材料が再射出されるため、実質的に材料の無駄がゼロになります。圧縮およびトランスファー成形では、大量のバリとランナーのスクラップが発生します。
- 自動化の可能性: LSR 射出成形はロボットによる自動化と完全に互換性があり、大量部品の自動生産を可能にします。圧縮成形は本質的に労働集約的です。
- 多部品成形: LSR射出成形機s can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
LSR マシンのメンテナンスと運用に関する考慮事項
LSR 射出成形機では、材料の蓄積、バレル内の硬化、計量ドリフトを防ぐために、規律あるメンテナンスが必要です。各生産工程の終了時には、ライン、ミキサー、またはバレル内で硬化する前に、混合した LSR をすべて除去するために、フラッシング剤または中性シリコーンベースを使用して材料供給システムを完全にパージする必要があります。注入システム内の硬化したシリコンは除去が非常に難しく、通常は影響を受けたコンポーネントを完全に分解する必要があります。
定量ポンプは定期的に (少なくとも材料を変更するたびに) 校正して、1:1 の比率が正確に維持されていることを確認する必要があります。金型温度が不均一であると硬化が不均一になり、部品の反りが生じるため、金型温度コントローラーと加熱要素を定期的にチェックして、校正ドリフトとホットスポットの発生を確認する必要があります。適切なメンテナンス プロトコルが整備されていれば、適切に仕様化された LSR 射出成形機は、長年にわたって信頼性の高い高品質の生産物を提供します。