真空がゴムの加硫ですべてを変える理由
ゴムの加硫(熱と圧力を使用してポリマー鎖を架橋し、生ゴムを耐久性のある弾性材料に変えるプロセス)は、180 年以上にわたって工業的に実施されてきました。しかし、加硫プロセスへの真空技術の導入は、現代のゴム製造における最も重要な改良の 1 つです。あ 真空ゴム加硫機 硬化前および硬化中にゴムコンパウンドと金型キャビティから空気や閉じ込められたガスを排出し、大気圧加硫によって精密部品に必然的に生じる多孔性、ボイド、および表面欠陥を除去します。
その結果、目に見えて優れた製品が得られます。より高密度の架橋ネットワーク、改善された機械的特性、より優れた寸法精度、欠陥のない表面は、ゴムコンポーネントの破損が安全性や規制に影響を与える用途ではすべて重要です。自動車、航空宇宙、医療、エレクトロニクスの各分野で精密ゴム部品の需要が高まるにつれ、真空加硫機は特殊機器から主流の産業用工具へと移行してきました。
加硫プロセス: 従来型 vs. 真空
真空加硫の価値を理解するには、従来の方法ではどこが不足しているかを正確に調べることが役立ちます。
従来の圧縮またはトランスファー成形
標準的な圧縮またはトランスファー加硫では、ゴムコンパウンドを加熱した金型に配置し、圧力をかけて材料を金型キャビティに押し込みます。コンパウンド内またはコンパウンドと金型の界面に閉じ込められた空気には逃げ道がありません。温度が上昇して架橋が始まると、この閉じ込められた空気によって微小空洞(細孔、膨れ、表面の穴)が形成され、部品の密度、引張強度、疲労寿命が低下します。重要ではない消費者製品の場合、この劣化は許容されます。シール、ダイアフラム、医療機器部品、航空宇宙用ガスケットの場合はそうではありません。
真空加硫加硫
真空ゴム加硫機は、制御された真空を適用します。通常は次の範囲です。 –0.08 ~ –0.098 MPa (約 –80 ~ –98 kPa ゲージ) — コンパウンドの射出または圧縮の前に金型キャビティに真空を供給し、硬化の初期段階を通じてその真空を維持します。この排気により、ゴムマトリックスから溶存ガスが除去され、界面のエアポケットが除去され、コンパウンド内の水分の沸点が低下し、熱が加えられる前に水分が引き出されます。その後、真空と加圧の両方の下で硬化サイクルが進行し、完全に固化したボイドのない部品が得られます。
真空加硫の主な技術的利点
真空加硫のパフォーマンス上の利点は、複数の品質およびプロセス指標にわたって定量化できます。
- 多孔性とボイドの除去 — 真空排気により、閉じ込められた空気がゲル化によって所定の位置に固定される前に除去されます。部品は、コンパウンドの理論上の最大値に近い相対密度を達成し、これは引張強度、破断点伸び、疲労耐性の向上に直接つながります。
- 優れた表面品質 — モールドとゴムの界面に空気が閉じ込められないため、仕上げ面は滑らかで、見た目にもきれいで、孔食がありません。これは、美観が知覚品質に影響を与える光学グレードのシリコンレンズ、医療用チューブ、および消費者向けのゴム製品にとって特に重要です。
- 寸法精度の向上 — ボイドのない圧密により、金型の形状に正確に適合する部品が製造されます。収縮がより予測可能かつ均一になり、硬化後の寸法変動が減少します。これは、O リング、シール、および公差の厳しい成形部品にとって重要な利点です。
- 複雑な形状における化合物の流れの改善 — 真空引きにより、大気圧射出では完全に充填するのが難しい深いアンダーカット、薄いセクション、複雑な金型フィーチャへのコンパウンドの移動が容易になります。
- スクラップ率と再加工率の削減 — 真空加硫は成形ゴムの外観および構造欠陥の主な原因を排除することで、精密部品の不合格率を大幅に低下させ、ゴム成形作業の総合設備効率 (OEE) を向上させます。
- 湿気に敏感な化合物との適合性 — シリコーンゴム、EPDM、および特定の特殊エラストマーは、硬化中の残留水分に特に敏感です。加熱前の真空脱気によりこの水分が効果的に除去され、硬化した部品の蒸気による多孔質が防止されます。
真空ゴム加硫機の種類
真空加硫装置はいくつかの構成で利用でき、それぞれが異なる生産規模、ゴムの種類、部品の形状に適しています。
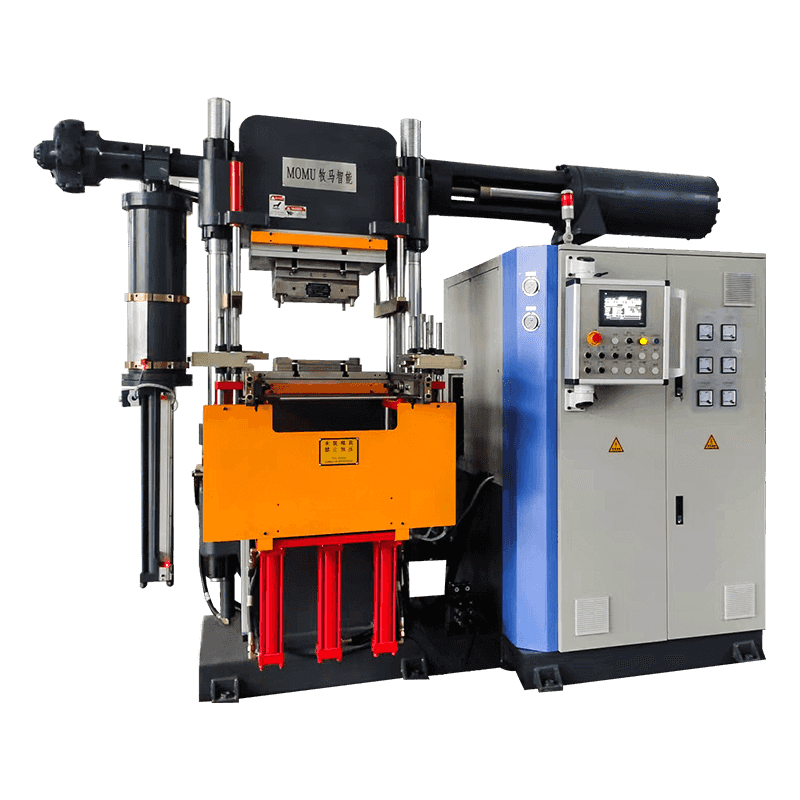
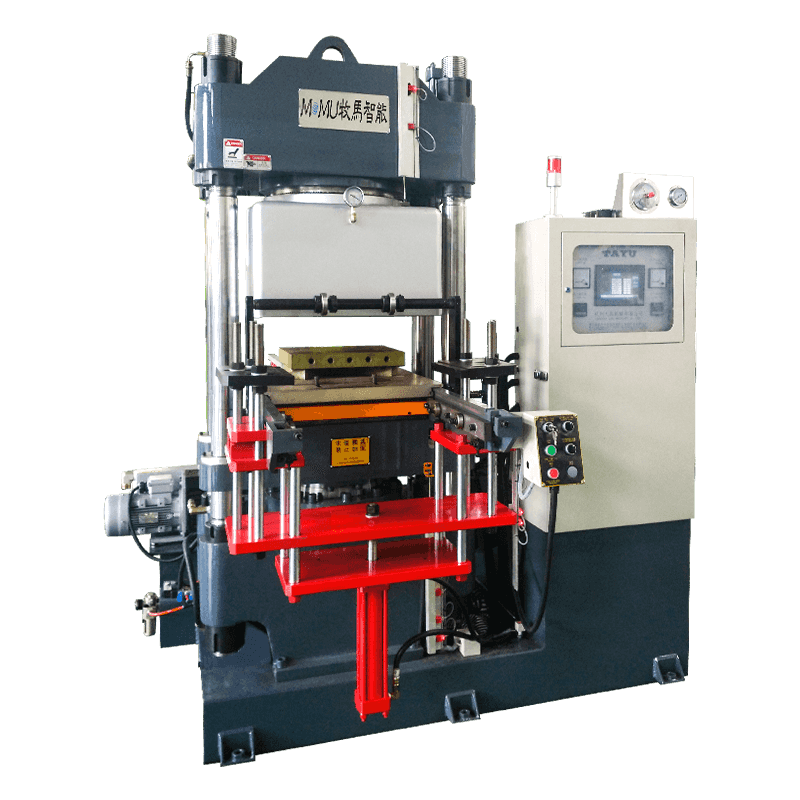
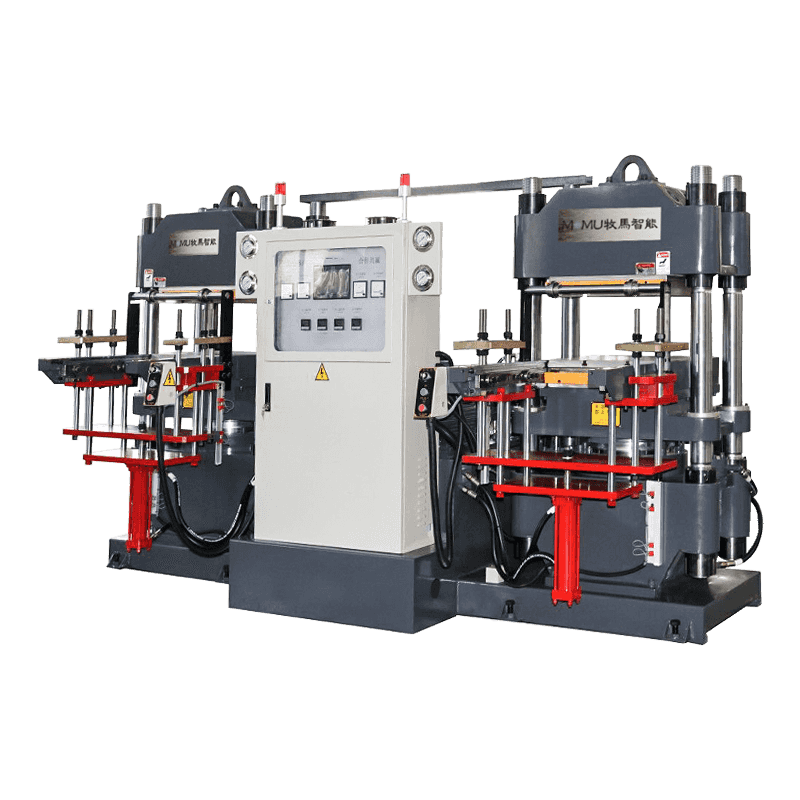
真空圧縮成形プレス
バッチゴム成形で最も広く使用されている構成。加熱されたプラテンを備えた油圧プレスが金型を圧縮します。真空回路(金型に組み込まれるか、周囲の真空チャンバーを介して適用される)は、閉鎖前および閉鎖中にキャビティを真空にします。フラットパッド、シート、ガスケット、および比較的単純な成形プロファイルに適しています。通常、プラテン温度の範囲は次のとおりです。 150℃~200℃ 、部品のサイズと配合物の粘度に応じて、10 ~ 200 トンの油圧がかかります。
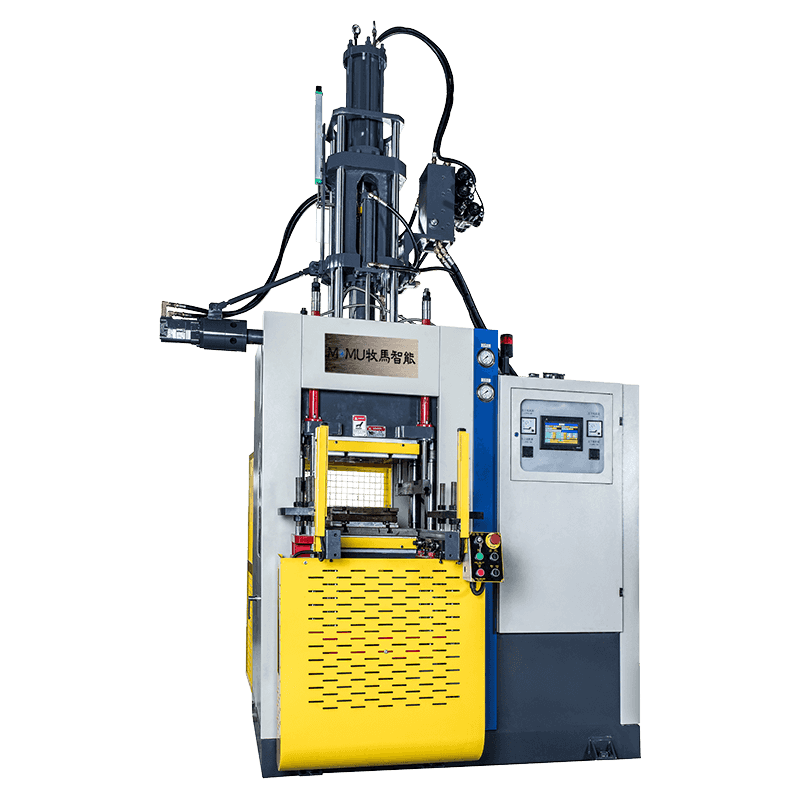
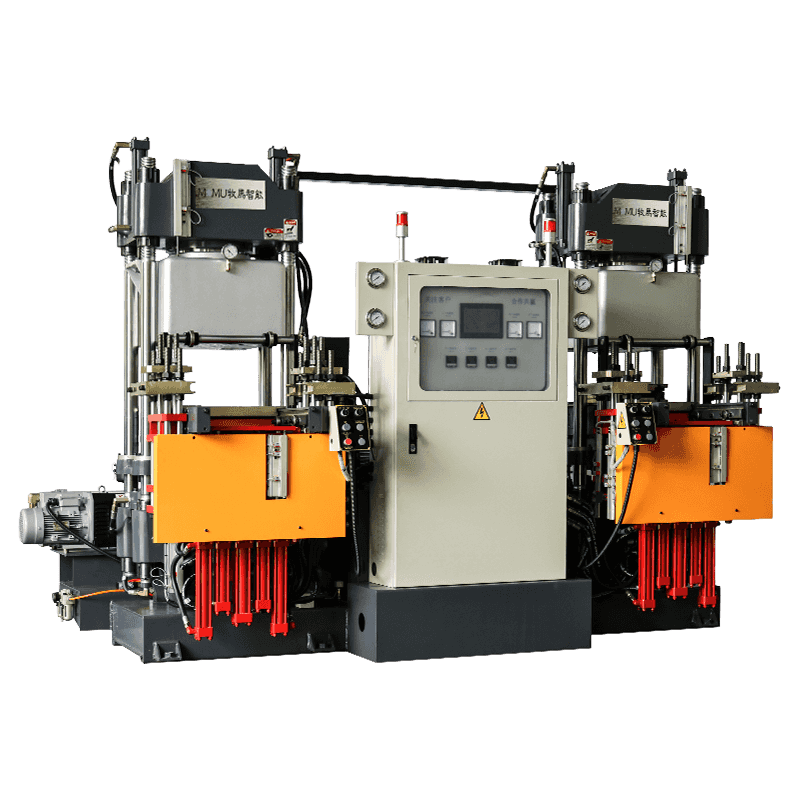
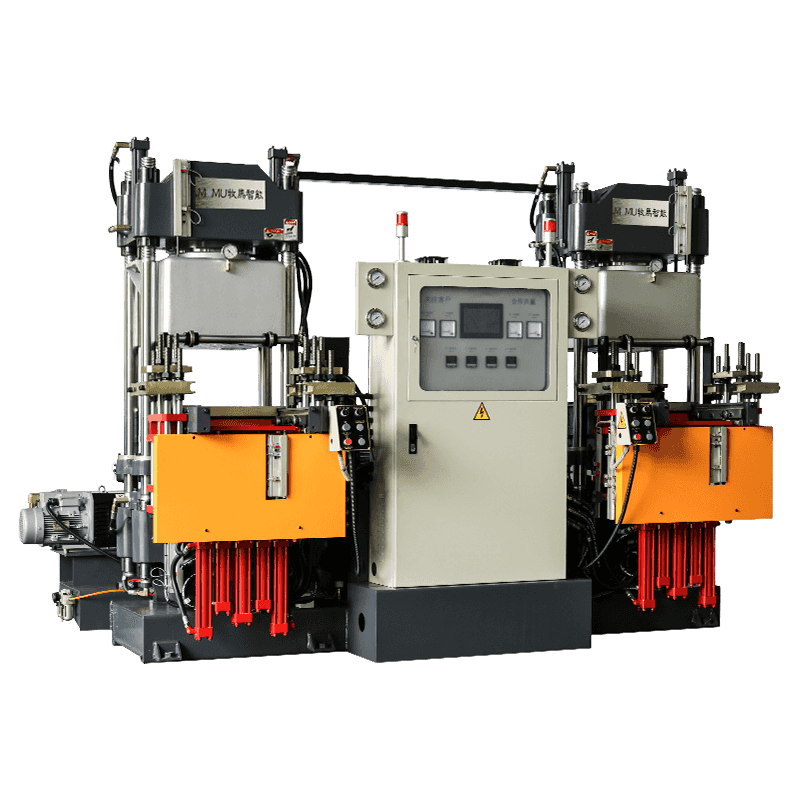
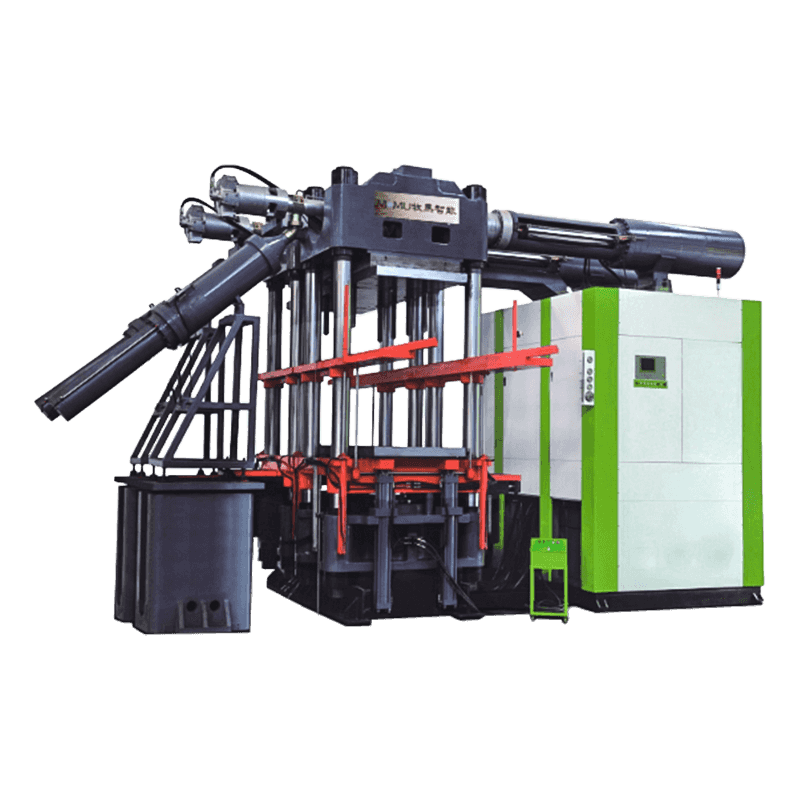
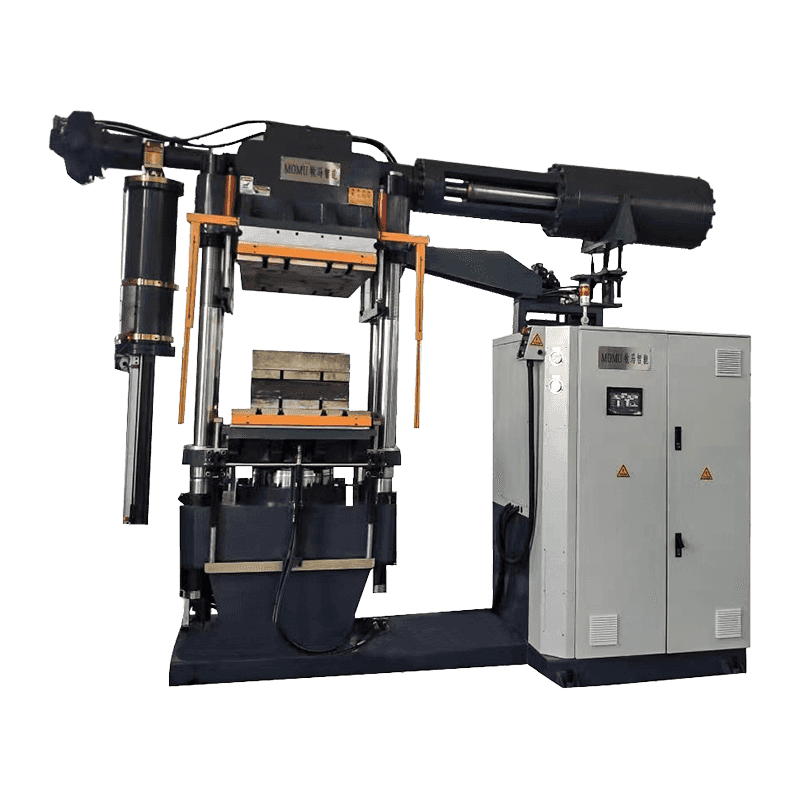
真空射出成形機
真空キャビティの真空排気と、加圧下でのプレ可塑化ゴムコンパウンドの射出を組み合わせます。射出開始前に金型を密閉して真空にし、真空になったキャビティにコンパウンドを注入します。この構成は、大量生産される複雑な 3 次元部品に最適な寸法の一貫性を実現します。自動車のシール、コネクタのグロメット、医療機器の部品が典型的な用途です。正確な配合計量と高速充填により、サイクルタイムは圧縮成形よりも短くなります。
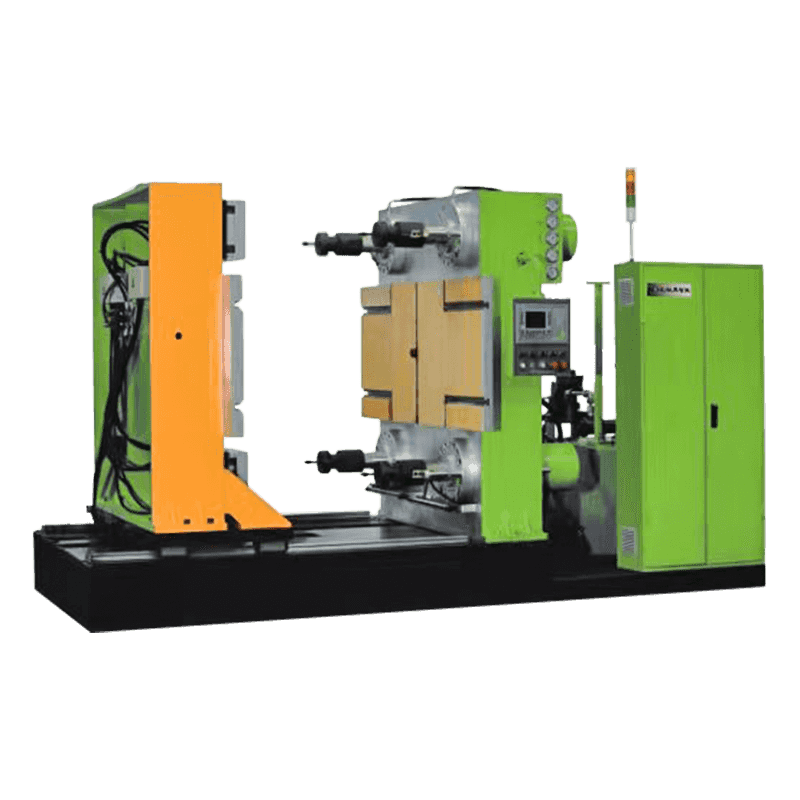
真空オートクレーブ加硫機
従来のプレス金型では対応できない大型で不規則な形状のゴム部品(ホース、伸縮継手、ゴムライニングパイプ、複合アセンブリなど)に使用されます。部品は真空バッグまたは密閉チャンバーに入れられ、排気された後、オートクレーブ容器内で高温および高圧 (蒸気または熱風) にさらされます。航空宇宙用のゴム接着や大規模な工業用ゴムライニング用途で一般的です。サイクル時間は長くなりますが、このプロセスは他の方法では処理できない部品の形状に対応します。
真空プレート加硫プレス(コンベアベルト式)
ゴム製コンベアベルト、フローリングシート、幅広の平らな製品の加硫用に特別に設計されています。プレスゾーンに真空が適用されている間、複数の加熱プラテンが連続的に供給されるベルトまたはシートをプレスします。幅が 2,000 mm を超える可能性があり、連続スループットが必要なコンベア ベルトの製造やゴム床の製造で一般的です。
コアシステムコンポーネント
真空ゴム加硫機には、一貫した硬化品質を達成するために連携して動作する必要があるいくつかのサブシステムが統合されています。
| サブシステム | 機能 | 主な仕様 |
|---|---|---|
| 真空ポンプシステム | 金型キャビティを目標圧力まで真空排気します | 目標: ≤–0.095 MPa;ロータリーベーンまたは液封ポンプ |
| 加熱プラテン/チャンバー | 硬化温度を均一に供給し維持する | ±1~2℃の均一性。電気または蒸気加熱 |
| 油圧クランプシステム | 型締め圧力を加えて保持します。 | 部品面積と配合粘度に合わせたトン数 |
| 真空シールシステム | 硬化サイクル中に真空の完全性を維持します | 金型パーティング ラインの O リングまたはラビリンス シール |
| PLC制御システム | 真空、温度、圧力イベントのシーケンス | プログラム可能な硬化プロファイル。データロギング機能 |
| 金型温度調節器 | 素早い加熱と正確な温度調節 | PID制御;応答時間 <30 秒 |
産業用途
真空ゴム加硫機は、従来の加硫では許容できない欠陥率が発生する場合や、材料特性が厳しい性能基準を満たす必要がある場合に導入されます。
自動車用シーリングシステム
エンジン コンパートメントのシール、ドアとウィンドウのガスケット、燃料システムの O リング、およびブレーキ システムのダイヤフラムは、最も使用量の多い用途の 1 つです。乗用車1台に含まれる内容は、 400 を超える個別のゴム製シール部品 、その多くは 150,000 km の耐用年数を超えるゼロリーク基準を満たす必要があります。真空成形により、ボイドのない断面の完全性が確保され、これが可能になります。

医療および医薬品機器
医療機器用のシリコーン ゴム コンポーネント (チューブ、ストッパー、ダイヤフラム、蠕動ポンプ要素、移植可能部品) には、多孔性や汚染がまったくないことが必要です。真空加硫は医療グレードのシリコーン成形の標準プロセスとして認められており、クラス II および III の医療機器の規制申請では通常、検証済みの製造プロトコルの一部として真空処理が参照されています。
航空宇宙と防衛
航空機のドア シール、客室加圧ガスケット、燃料システム エラストマー、および防振マウントは、多孔性と寸法公差に明示的に対処する AS9100 および MIL 仕様の要件を満たさなければなりません。真空オートクレーブ加硫は、航空宇宙グレードのゴム接合アセンブリおよび大型エラストマー部品の標準的な方法です。
エレクトロニクスおよび半導体
シリコーン キーパッド、導電性エラストマー コンタクト、EMI シールド ガスケット、LED アプリケーション用の光学グレードのシリコーン レンズはすべて、真空成形の恩恵を受けています。これらのコンポーネントの多孔性は、電気抵抗の変動、光学的散乱、早期の機械的故障の原因となります。これらの欠陥は、真空加硫によって下流の検査や選別に頼るのではなく、プロセスレベルで除去されます。
産業用ホースおよびコンベヤー システム
摩耗性または化学的に攻撃的な環境で動作する高圧油圧ホース、化学物質移送ライン、コンベア ベルトは、定格破裂圧力と耐用年数を達成するために、高密度で空隙のないゴム構造を必要とします。真空オートクレーブまたは真空プレートプレス加硫は、これらの用途に必要な強化品質を提供します。
プロセスパラメータと硬化サイクル設計
真空加硫の硬化サイクルには、正確に順序付けられた一連のイベントが含まれます。最適化されたシーケンスからの逸脱、特に温度上昇に対する真空タイミングは、部品の品質に直接影響します。
- 金型の装填と初期閉鎖 — コンパウンドを充填し、金型を「ひび割れた」位置(部分的に閉じた状態)まで閉じて、完全に圧縮せずに真空引きできるようにします。
- 真空の適用 — 真空ポンプは金型キャビティを目標圧力 (通常 ≤–0.09 MPa) まで排気します。この段階は、キャビティの容積と化合物ガスの含有量に応じて、通常 30 ~ 120 秒続きます。 真空は、化合物への大幅な熱伝達が始まる前に達成する必要があります — 時期尚早に加熱すると、脱ガスが完了する前に架橋が開始されます。
- 真空下で金型を完全に閉じる — 目標真空度が確認されたら、完全な油圧クランプ圧力が適用されます。コンパウンドは、真空引きと機械的圧力の組み合わせにより、真空になったキャビティに流れ込みます。
- 等温硬化 — 金型温度は、計算された t90 硬化時間中、指定された硬化温度 (通常、NR/SBR コンパウンドの場合は 150 ~ 180 ℃、シリコーンの場合は 170 ~ 200 ℃) に維持されます。t90 硬化時間は、レオメーター分析によって決定される最大架橋密度の 90% に達するまでの時間です。
- 圧力解放と脱型 — 硬化完了後、クランプ圧力が解放され、真空が排気され、部品を取り出すために金型が開きます。特定のシリコーンおよびフルオロエラストマーコンパウンドでは、架橋を完了させて硬化副生成物を除去するために、オーブンでの硬化後の二次加硫を指定できます。
機器の選択基準
右を選択する 真空加硫機 特定のアプリケーションでは、相互に依存するいくつかの要素を評価する必要があります。この決定を単純化しすぎると、必要な品質を達成できない仕様が不十分な機器、または機能がまったく活用されない過剰設計の機械が作成されることになります。
- パーツのサイズと形状 — 平坦または単純なプロファイルは圧縮プレス構成に適しています。複雑な 3 次元部品には射出成形機能が必要です。大きい形状や不規則な形状の場合はオートクレーブ処理が必要です。
- ゴム配合タイプ — シリコーン、EPDM、NBR、フルオロエラストマー、天然ゴムには、それぞれ異なる硬化温度、圧力、真空感度の要件があり、機械の仕様に影響を与えます。
- 生産量 — 大量生産により、自動脱型機能を備えた複数キャビティ射出プレスへの投資が正当化されます。少量の作業やプロトタイプの作業には、小型で柔軟な圧縮ユニットの方が適しています。
- 真空の深さと保持時間 — 高粘度の化合物または高ガス含有配合物を使用するアプリケーションでは、硬化開始前により深い真空 (-0.098 MPa に近い) とより長い排気保持時間が必要です。
- 温度均一性仕様 — 厳しい公差の医療および航空宇宙部品では、±1°C 以上のプラテン温度均一性が必要です。一般的な産業用途では、±3 ~ 5°C が許容されます。
- 自動化とデータロギングの要件 — 規制産業(医療、航空宇宙、食品接触)では、完全なプロセスパラメータのログ記録、バッチごとのトレーサビリティ、生産中に手動で上書きできないPLC制御の硬化プロファイルが必要です。
包括的なプロセス監査(化合物の配合、部品設計、品質要件、生産量のレビュー)は、機器の調達前に実施され、コストのかかる仕様エラーを回避し、選択された機械が試運転以降に必要な出力を確実に提供できるようにします。