ゴム圧縮成形は、ゴム部品製造において最も古く、最も広く使用されているプロセスの 1 つであり、このプロセスの中心となる機械であるゴム圧縮成形機は、自動車、航空宇宙、工業用シーリング、消費財分野にわたる生産ラインの基礎となっています。射出成形およびトランスファー成形技術の台頭にもかかわらず、圧縮成形はその単純さ、工具コストの利点、および広範囲のゴム配合物および部品形状への適合性により、存続しています。これらの機械がどのように動作するか、高品質の装置と平均的な装置の違い、および機械の仕様を生産ニーズに合わせる方法を理解することは、加硫ゴム製品を扱うエンジニア、調達マネージャー、プラントオペレーターにとって不可欠です。
ゴム圧縮成形機の働き
あ ゴム圧縮成形機 開いた金型キャビティに直接配置された未硬化ゴムコンパウンドの事前に計量された充填物に、制御された熱と圧力を加えます。機械が油圧で金型を閉じると、ゴムはキャビティの形状に強制的に適合します。持続的な熱 (コンパウンドに応じて通常 150°C ~ 200°C) は、柔らかくて柔軟なゴムコンパウンドを耐久性のある弾性のある完成品に変える化学架橋プロセスである加硫を引き起こします。硬化サイクルが完了すると、金型が開いて部品が取り出されます。多くの場合、パーティング ラインに流れ込んだ余分な材料をトリミングするために手動でバリ取りを行う必要があります。
圧縮成形プロセスは、天然ゴム、EPDM、シリコーン、ネオプレン、ニトリル (NBR)、フルオロエラストマー (FKM/バイトン) に特に適しています。これは、シール、ガスケット、O リング、振動ダンパー、ダイアフラム、ブッシュ、カスタム ゴム プロファイルの製造に一般的に使用されます。荷重中は金型が開いているため、圧縮成形は射出成形プロセスよりも自然に繊維強化ゴム、金属とゴムの接着部品、インサートに対応し、複雑な複合ゴム部品に適した方法となっています。
ゴム圧縮成形機のコアコンポーネント
圧縮成形機の主要コンポーネントを理解すると、その動作原理と、異なるメーカーのモデルを比較する際に評価すべき重要な品質要素の両方が明確になります。
油圧システム
油圧システムは、機械の力を生成する心臓部です。油圧ポンプがシリンダー内に流体を送り込み、可動プラテンを作動させ、金型を閉じる型締力を生成し、硬化サイクル全体にわたって圧力を維持します。型締力はトン単位で測定され、達成可能な最大金型サイズとキャビティ圧力を直接決定します。機械は、実験室や試作作業用の 10 ~ 50 トンの小型ベンチトップ ユニットから、自動車部品や産業部品用の 1,000 トンを超える大型の生産プレスまで多岐にわたります。硬化中の油圧システムの圧力安定性は非常に重要です。変動により完成品の寸法が変動し、ゴム内に不完全な充填や空隙が生じる可能性があります。

加熱されたプラテン
上部プラテンと下部プラテンは、金型の半分を保持し、そこに熱を伝達する、精密に研磨された平らな金属プレートです。プラテンは、電気抵抗素子、蒸気、または高温のオイルの循環を使用して内部加熱されます。電気加熱は、その正確な制御性とメンテナンスの容易さにより、最新の機械で最も一般的です。蒸気加熱は昇温速度が速いですが、インフラストラクチャと圧力管理システムが必要です。プラテン表面全体の温度分布の均一性は、圧縮成形機の最も重要な品質指標の 1 つです。プラテン全体の温度変動が ±3°C を超えると硬化が不均一になり、その結果、金型全体で部品の硬度、密度、寸法精度が不均一になる可能性があります。
制御システム
最新のゴム圧縮成形機は、タッチスクリーン HMI (ヒューマン マシン インターフェイス) パネルを備えた PLC (プログラマブル ロジック コントローラー) ベースの制御システムを使用しており、オペレーターは硬化レシピ (特定のゴム コンパウンドと部品形状の温度、圧力、時間設定の組み合わせ) をプログラムして保存できます。高度な機械は、多段階の圧力制御、自動金型呼吸(硬化中に閉じ込められた空気や揮発性物質を逃がすための制御された瞬間的な圧力解放)、生産監視および品質データ システムとの統合を提供します。エントリーレベルのマシンでは、より単純なリレーベースまたはアナログのタイマーおよびサーモスタット制御を使用する場合があり、精度とトレーサビリティは制限されますが、コストは削減されます。
主要なプロセスパラメータとそれらが部品の品質に与える影響
ゴムの圧縮成形の品質は、温度、圧力、時間という 3 つの相互依存するプロセス パラメーターによって決まります。これらを特定のゴム配合物と金型設計に合わせて適切に行うことが、一貫した生産の基礎となります。
| パラメータ | 代表的な範囲 | 低すぎる場合の影響 | 高すぎる場合の影響 |
| 温度 | 150℃~200℃ | アンダーキュア;柔らかくて弱い部分 | 過剰硬化。脆性、表面劣化 |
| 圧力 | 5~15MPaのキャビティ圧力 | 不完全な充填。気孔率;ショートショット | 過度のフラッシュ;金型の損傷 |
| 硬化時間 | 2 – 20 分 (化合物によって異なります) | アンダーキュア;粘着性;機械的特性が悪い | 復帰 (NR 内);無駄なサイクルタイム |
硬化時間は化合物によって異なり、生産開始前にレオメーターテスト(MDR(ムービングダイレオメーター)などの機器を使用)を通じて確立する必要があります。レオメーターは、特定の温度における最適な硬化時間 (T90 - 最大トルクの 90% に達するまでの時間) を示す硬化曲線を生成します。部品を過剰硬化せずに T90 で稼働させると、機械的特性を損なうことなくサイクル タイムとエネルギー消費が削減されます。多くの生産施設では、トレーサビリティを維持し、原材料のバッチが変更された場合に迅速なレシピ調整を可能にするために、PLC 硬化レシピと一緒にレオメーター硬化データを保存しています。
ゴム圧縮成形機の種類
ゴム圧縮成形機には、さまざまな構造および動作構成があり、それぞれがさまざまな生産規模や部品要件に適しています。
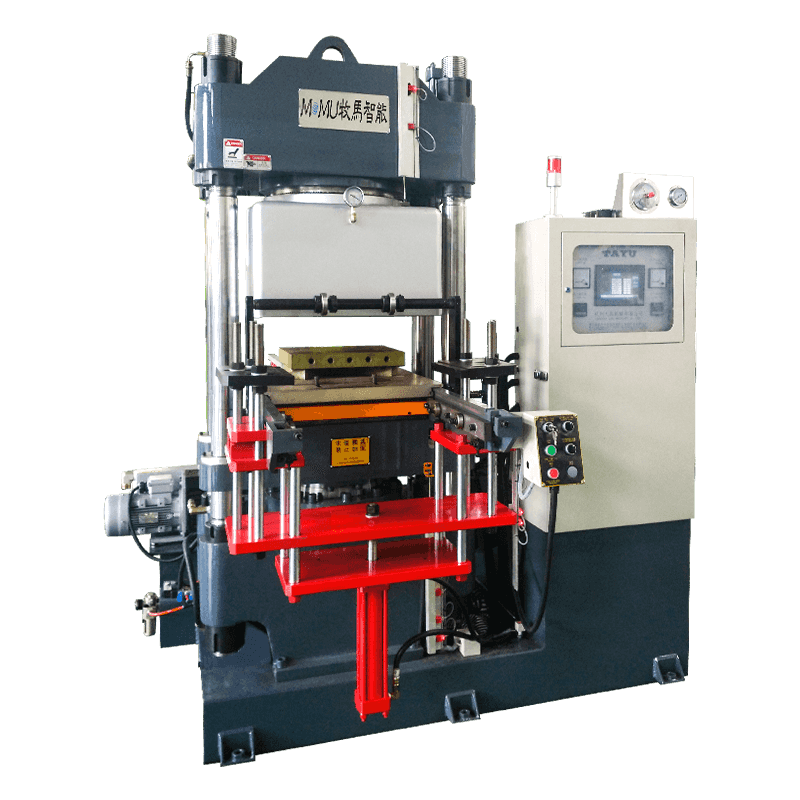
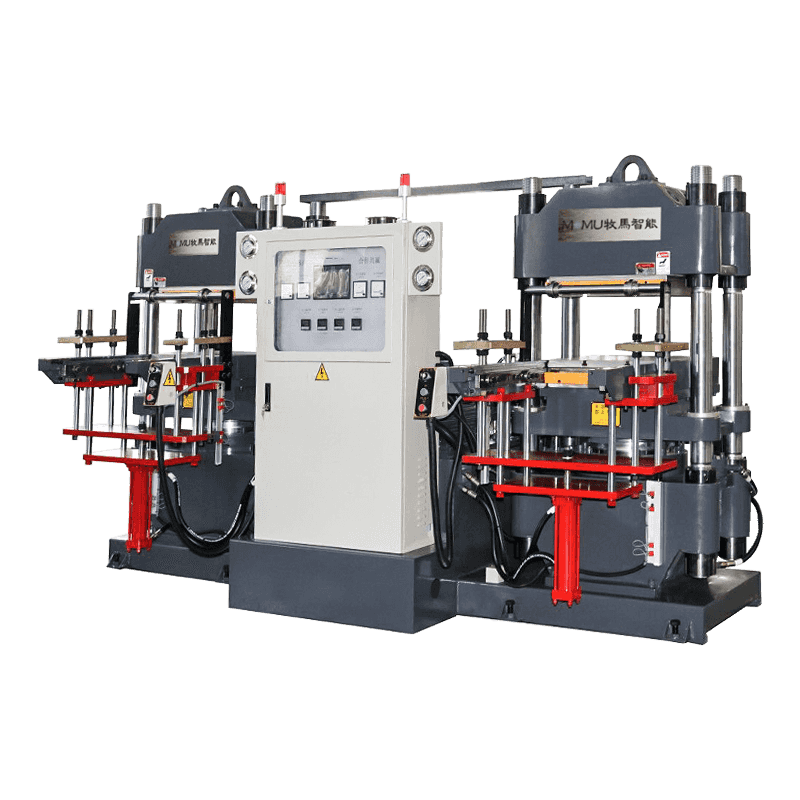
- 単日照明プレス: 最も一般的な構成で、上下 1 組のプラテンがワンアクションで開閉します。操作とメンテナンスが簡単で、ほとんどの標準的なゴム部品の製造に適しています。ベンチトップ実験室モデルから大型産業用プレスまでのサイズをご用意しています。
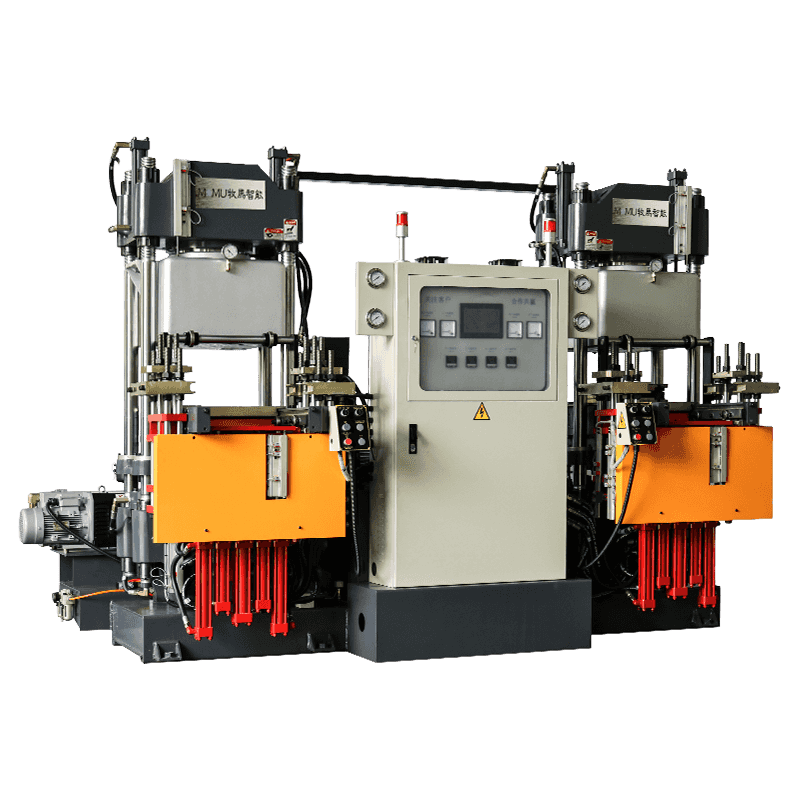
- 複数日にわたるプレス: 単一のプレス フレーム内に複数の金型開口レベル (デイライト) が垂直に積み重ねられているため、1 回のプレス サイクルで複数の金型を同時に硬化できます。機械の設置面積あたりの生産量が大幅に増加し、ガスケットやシールの大量生産に広く使用されています。
- ロータリーテーブルプレス: ローディング、プレス、アンローディングの位置をインデックスする金型ステーションの回転カルーセルを使用します。サイクル間のオペレーターのダウンタイムを削減して連続稼働を可能にし、小型から中型の部品の大量生産に最適です。
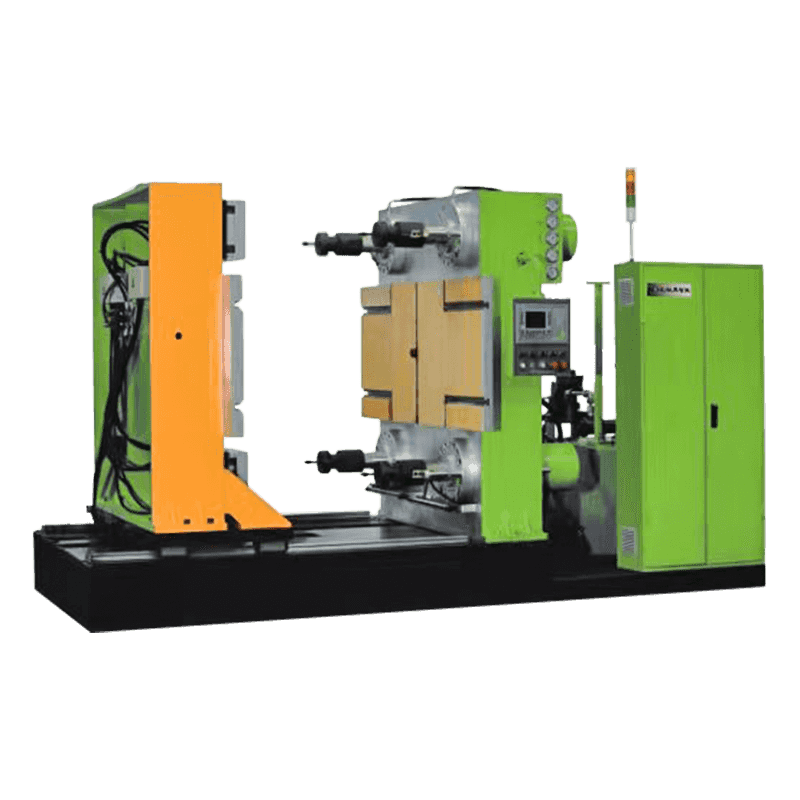
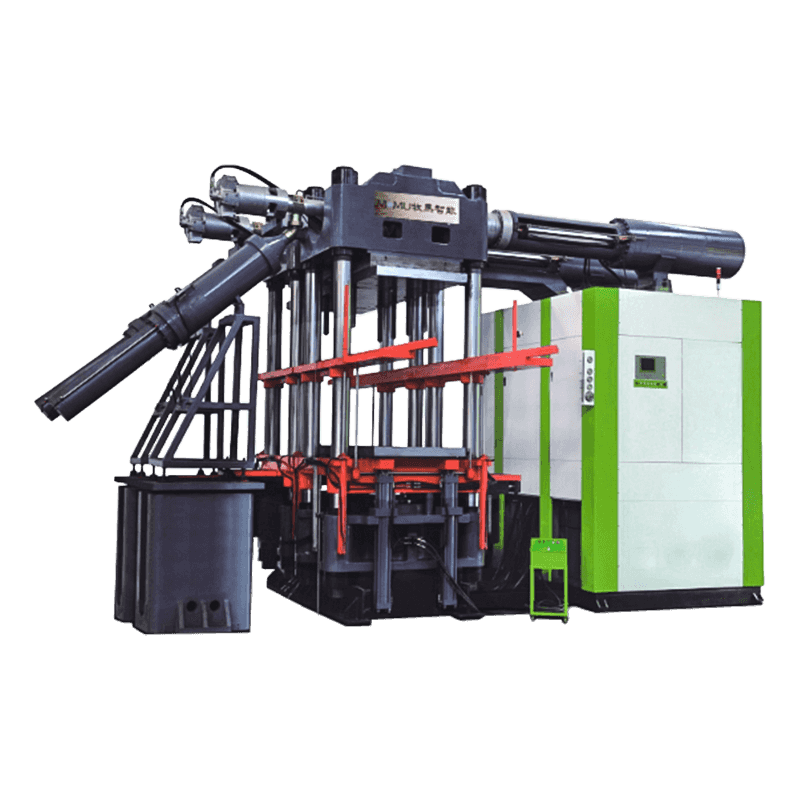
- 真空圧縮成形機: これらの機械は、金型領域の周囲に真空チャンバーを備えており、閉じる前および閉じている間に金型キャビティから空気を排出します。これにより、ゴム内への空気の閉じ込めが防止されます。これは、シリコーン部品や、医療機器、食品と接触するシール、高性能ダイヤフラムなど、多孔性が許容できないその他の用途にとって重要です。
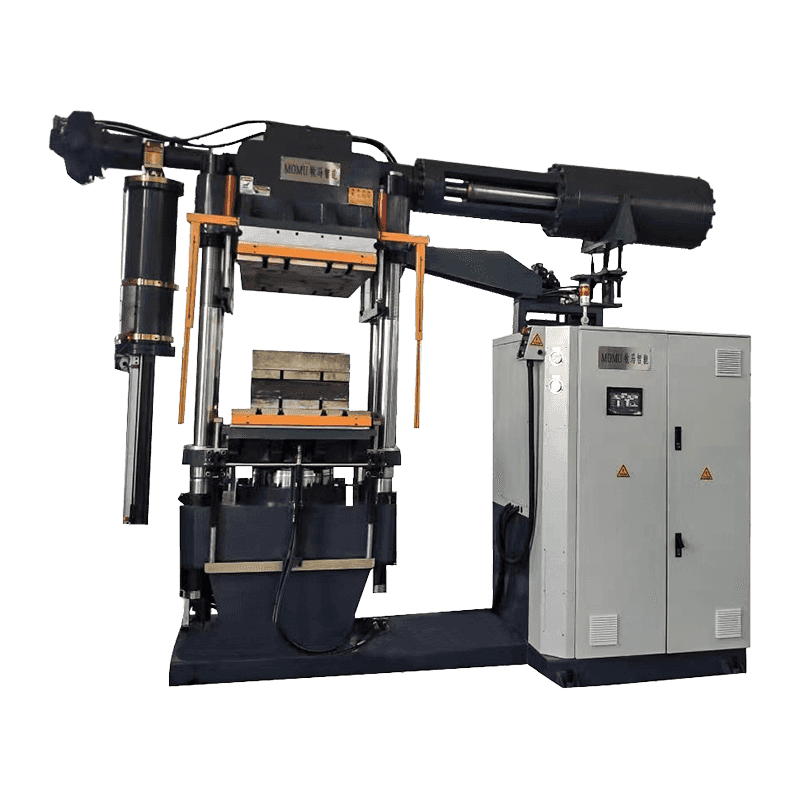
- 4列油圧プレス: プラテン領域の周囲に 4 本の垂直ガイド コラムを使用し、金型を閉じる際の正確な平行度を実現します。プラテンのたわみや位置ずれにより、不均一なバリ、パーティング ラインの不一致、または金型全体の寸法のばらつきが生じる大型金型または精密金型に適しています。
ゴムの圧縮成形とトランスファーおよび射出成形の比較
ゴムメーカーは、圧縮、トランスファー、または射出成形のいずれが特定の部品に適したプロセスであるかの決定に直面することがよくあります。それぞれに明確な利点と制限があり、生産量、部品の複雑さ、材料の種類、工具の予算に照らして評価する必要があります。
| 因子 | 圧縮 | 転送 | 注射 |
| 工具コスト | 低い | 中 | 高 |
| サイクルタイム | より長い | 中 | 最短 |
| 材料廃棄物 | 中(フラッシュ) | 中程度(ポット/スプルー) | 低い |
| パーツの複雑さ | 低い to Medium | 中 | 高 |
| インサート成形 | 素晴らしい | 良い | 限定 |
| ボリュームの適合性 | 低い to medium | 中 | 高 volume |
| 必要なオペレーターのスキル | 中等度 | 中等度 | 高er |
圧縮成形は、金型のコストとインサート成形の柔軟性の面で一貫して優れており、そのため、プロトタイプの開発、短期間の生産、金属または生地の接着が必要な部品では、圧縮成形が依然として主要なプロセスとなっています。部品あたりの人件費が主要な経済要因となる非常に大量の用途では、射出成形の自動化されたサイクルと最小限のフラッシュ トリム要件により、一般に、より高い設備と工具への投資が正当化されます。
ゴム圧縮成形機を選ぶときのポイント
適切な機械を選択するには、製品仕様、生産量、ゴム配合物、動作環境を慎重に調整する必要があります。規格外の機器を購入するとボトルネックが発生します。過剰な仕様は資本を無駄にします。本格的な評価は次の基準に基づいて行う必要があります。
- クランプ力: 必要なトン数は、投影されたキャビティ圧力 (ほとんどのゴム コンパウンドでは通常 7 ~ 12 MPa) に、すべてのキャビティの総投影面積と金型内のバリ領域を乗じて計算します。コンパウンドと金型設計間の変動に対応するために、常に少なくとも 20% の安全マージンを考慮してください。
- プラテンサイズ: プラテンは、最大の金型を収容できる十分な大きさで、クランプと熱の均一性を確保するためにすべての面にクリアランスが必要です。標準的なプラテンのサイズは、小型実験用プレスの 200 × 200 mm から、工業用生産機械の 1,200 × 1,200 mm 以上まで多岐にわたります。
- 温度均一性: メーカーのプラテン温度均一性仕様を要求し、可能であれば個別に検証してください。精密なシリコンまたは医療グレードのゴム部品の場合、プラテン表面全体にわたって±2°C 以上の均一性が不可欠です。
- 日中の開口部: 開いたプラテン間の最大距離は、金型の高さに部品の取り外しと取り付けのためのクリアランスを加えたものを考慮する必要があります。日光が不十分な場合、オペレーターはぎこちない姿勢を強いられ、サイクルタイムが遅くなり、人間工学上のリスクが増大します。
- 制御システムの高度化: PLC レシピの保存、データ ロギング、リモート監視機能が品質管理とトレーサビリティの要件に適合しているかどうかを評価します。自動車 (IATF 16949) や医療 (ISO 13485) などの業界には、単純なマシンではサポートできない特定のプロセス文書化の期待があります。
- あfter-sales support and spare parts availability: 油圧シール、発熱体、制御コンポーネントは時間の経過とともに摩耗します。メーカーまたは地元の販売代理店がスペアパーツの在庫を維持しており、実稼働環境で許容可能な応答時間内に技術サポートを提供できることを確認してください。
機械の寿命を延ばし、部品の品質を保護するメンテナンスの実践
あ rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- 毎日: 適切な離型剤と非研磨工具を使用して、プラテン表面と金型のパーティング面のバリやコンパウンドの残留物を取り除きます。作動油レベルを検査し、シリンダーのシールや継手の周囲に目に見える漏れがないか確認します。校正された熱電対に対してプラテン温度の測定値を確認します。
- 毎週: 作動油の状態とフィルタの状態を確認してください。ガイドコラムとプラテンの平行度を検査します。緊急停止、ライトカーテン、圧力リリーフバルブを含むすべての安全インターロックが正しく機能していることを確認します。
- 毎月: 追跡可能な基準に対して温度コントローラーと熱電対を校正します。発熱体の抵抗を検査して、寿命が近づいている発熱体を生産中に故障する前に特定します。油圧シリンダのシールに滲みの兆候がないか確認します。
- あnnually: 作動油の完全交換とフィルターの交換。プラテンの平面度を測定し、必要に応じて修正します。端子の気密性、絶縁抵抗、PLC のバッテリー交換を含む電気システムの完全な検査。
あ rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.