真空ゴム加硫機とは何ですか?
あ 真空ゴム加硫機 は、制御された熱、圧力、真空条件の組み合わせの下で生または未硬化のゴム配合物を硬化させる特殊な工業用プレスです。 「加硫」という用語は、柔らかくて柔軟なゴムを耐久性があり、弾性があり、寸法的に安定した材料に変える化学架橋プロセスを指します。標準的な加硫プレスでは、熱と圧力だけで硬化反応が進行します。真空加硫機では、密閉された真空環境が追加され、硬化前および硬化中にゴム素材内から閉じ込められた空気、湿気、揮発性ガスが除去され、その結果、大幅に密度が高く、より均一で、欠陥のない最終製品が得られます。
バキューム機能は単なるアドオン機能ではありません。それはゴム生産で達成可能な品質結果を根本的に変えます。エアポケットと湿気の混入は、加硫ゴム部品の多孔性、膨れの形成、構造的脆弱性の最も一般的な原因の 1 つです。完全な成形圧力を加える前に、金型キャビティを通常 -0.08 MPa ~ -0.1 MPa の真空レベルまで排気することにより、機械はこれらの欠陥を原因から除去します。その結果、優れた表面仕上げ、一貫した内部密度、改善された機械的性能を備えたゴム製品が生まれます。これらの特性は、自動車用シーリング、医療機器、航空宇宙部品、高性能履物ソールなどの精密産業において重要です。
加硫プロセス: 機械の内部で何が起こっているのか
真空ゴム加硫機内の一連の操作を理解すると、真空の統合によって出力品質が大幅に向上する理由が明確になります。このプロセスはいくつかの異なる段階で展開され、マシンはプログラマブル ロジック コントローラー (PLC) またはタッチ スクリーン インターフェイスを通じて自動的に制御します。
このサイクルは、金型の準備と装填から始まります。オペレーターは、未硬化のゴムコンパウンドを、事前に計量したブランク、シート、またはプリフォームの形で、加熱された金型キャビティに配置します。金型が部分的に閉じ、真空ポンプが作動し、統合された真空チャネルを通じて金型キャビティから空気と残留水分を吸引します。目標真空レベルが達成され、設定された滞留時間 (通常は 15 ~ 60 秒) にわたって保持されると、プレスが完全に閉じて成形圧力が適用されます。加熱されたプラテンを通して伝導される熱、加えられた圧力、および閉じ込められたガスの不在の組み合わせにより、ゴム塊全体にわたって均一に架橋反応が促進されます。プログラムされた硬化時間が経過すると (ゴムコンパウンドの種類と部品の厚さに応じて 1 ~ 30 分まで変化します)、プレスが開き、真空が解除され、硬化した部品が型から取り出されます。
温度制御の精度も同様に重要です。最新の真空加硫機は、電気抵抗加熱素子または蒸気加熱プラテンを組み込み温度センサーと閉ループ PID コントローラーと組み合わせて使用し、金型表面全体でプラテン温度を ±1°C ~ ±2°C 以内に維持します。この均一性により、製品全体にわたって一貫した硬化が保証され、金型全体に温度勾配が存在する場合に発生する可能性のある、中心部の硬化が不十分になったり、表面が過剰に硬化したりするリスクが排除されます。

コアコンポーネントとその機能
真空ゴム加硫機の性能は、主要な構造および機能コンポーネントの品質と統合に依存します。各要素は、一貫した欠陥のない加硫を実現する上で明確な役割を果たします。
加熱されたプラテン
プラテンは平らで硬いプレートであり、その間で金型が圧縮されます。真空加硫機のプラテンは、発熱体または蒸気循環用の内部チャネルが組み込まれた高級鋼で製造されています。平坦度の公差は重要です。プラテンの表面接触が不均一だと、金型全体に不均一な圧力分布が生じ、低圧ゾーンでの厚さのばらつきや硬化の不完全さにつながります。プレミアムマシンは、作業面全体でプラテンの平坦度を 0.05 mm 以内に指定し、多点温度検知を使用して熱の不均一性を検出して補正します。
真空システム
真空システムは、真空ライン、真空バッファ タンク、ソレノイド バルブ、真空計を含む密閉回路を介して金型キャビティに接続された真空ポンプ (通常はロータリー ベーンまたはドライ スクリュー タイプ) で構成されます。バッファタンクには事前に排気された容積が蓄えられているため、ポンプに過負荷をかけることなく金型キャビティを迅速に目標真空レベルにすることができます。金型インターフェースの真空シールは、金型パーティング ラインに機械加工された周辺ガスケットまたは O リング チャネルを通じて実現されます。このシーリング システムの完全性は基本であり、漏れがあると達成可能な真空レベルが低下し、空気除去の効果が損なわれます。
油圧または機械式クランプ システム
加硫中に金型を閉じた状態に保持する型締力は、油圧シリンダー システムによって、または小型の機械では機械式トグル機構によって生成されます。油圧システムは、より正確でプログラム可能な圧力制御を提供し、生産グレードの真空加硫機に標準装備されています。クランプ力は、実験室や小型部品の機械での 50 kN という低いものから、自動車や工業用ゴム製品用の大型産業用プレスでの 10,000 kN 以上まで多岐にわたります。過小圧力でも過大圧力でも、バリ、寸法の不正確さ、応力による亀裂などの欠陥部品が発生するため、正確な圧力制御が不可欠です。
PLC制御システム
最新の真空加硫機にはプログラマブル ロジック コントローラーとタッチスクリーン ヒューマン マシン インターフェイス (HMI) が装備されており、オペレーターはさまざまなゴム配合物や金型構成の硬化プログラムを保存、呼び出し、監視することができます。一般的なプログラムは、ターゲット温度、硬化時間、真空レベル、真空滞留時間、およびクランプ圧力を単一のレシピとして保存します。 PLC はセンサーのフィードバックをリアルタイムで監視し、逸脱に対してアラームを生成することで、プロセスのトレーサビリティとバッチ間の一貫した品質を確保します。
真空ゴム加硫機の種類
真空ゴム加硫機はいくつかの構成で利用でき、それぞれが異なる生産量、製品形状、ゴムの種類に適しています。適切なマシンタイプを選択することは、適切なプロセスパラメータを指定することと同じくらい重要です。
| マシンタイプ | 構成 | 最適な用途 |
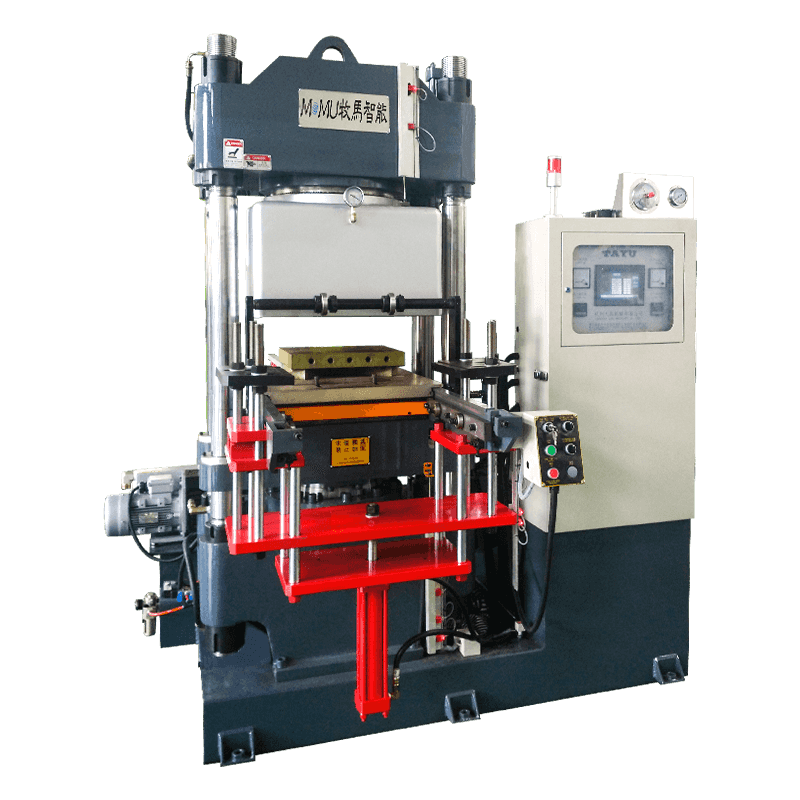
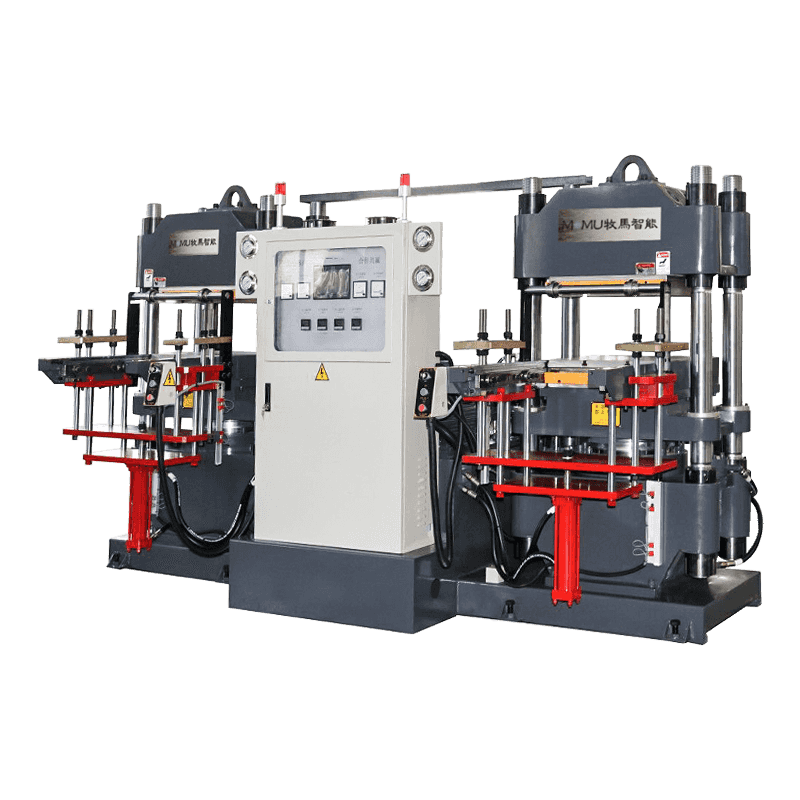
| 単光式フラットプレス | 2 つのプラテンの間に 1 つの金型開口部 | 小~中型の平ゴム部品、シール、ガスケット |
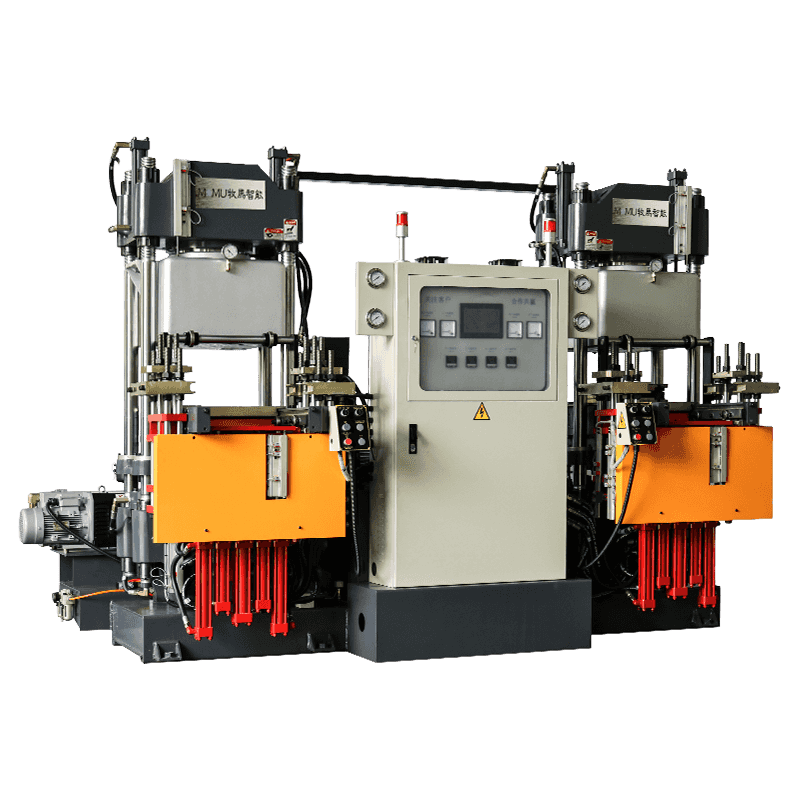
| マルチデイライトプレス | Multiple stacked mold openings on a single press | 平板または薄いゴムシートの大量生産 |
| ロータリーまたはカルーセル印刷機 | 固定熱源を備えた回転マルチステーションプラットフォーム | 履物底、連続生産環境 |
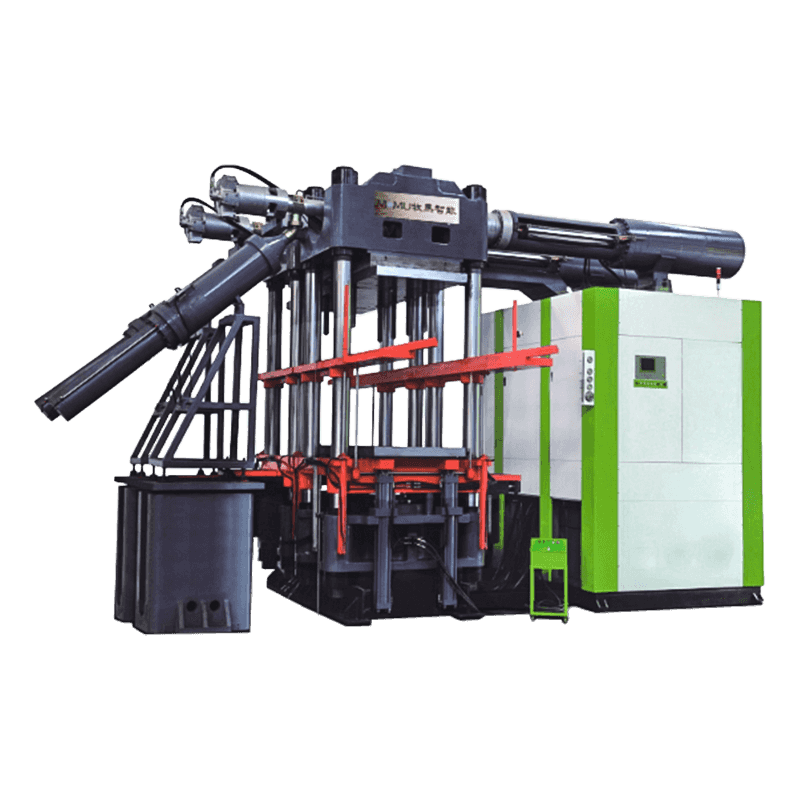
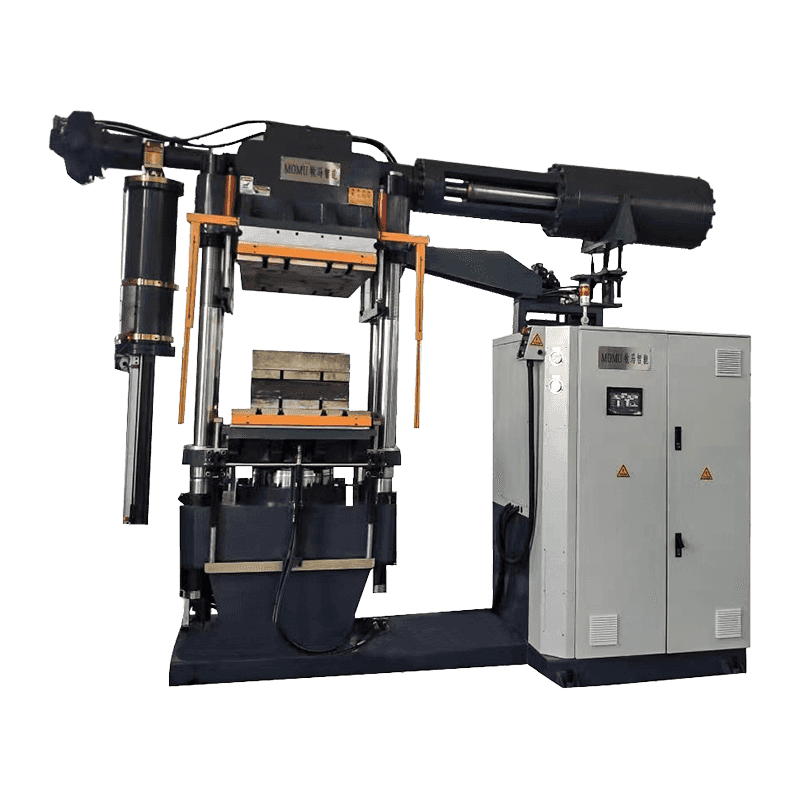
| 竪型射出成形機 | 密閉された金型にゴムを圧力注入 | 複雑な 3D パーツ、オーバーモールドコンポーネント、テクニカルラバー |
| メンブレン真空プレス | 柔軟なシリコン膜が真空と圧力を生成します | ゴム結合複合材、湾曲または不規則な基材 |
| ラボラトリー / ベンチトッププレス | 真空機能を備えたコンパクトな単一採光ユニット | 研究開発、複合テスト、小規模なプロトタイプの実行 |
あdvantages of Vacuum Vulcanizing Over Standard Pressing
従来のゴムプレスに比べて真空機能への投資は、いくつかの品質および生産指標にわたる目に見える改善によって正当化されます。これらの利点は、寸法公差が厳しい精密部品、複雑な形状、または性能が重要な機械的特性を備えた精密部品を製造する場合に特に重要になります。
- 多孔性と空隙の除去: 硬化前に空気を除去することで、ゴム部品の引張強度、伸び、シール性能を低下させる内部気泡や表面ピットの形成を防ぎます。これは、内部の完全性が交渉の余地のない O リング、ダイアフラム、および医療グレードのゴム製品にとって特に重要です。
- 表面仕上げの改善: 真空状態により、ゴムコンパウンドが金型の細かい細部に完全に流れ込み、よりシャープなエッジ、よりきれいな文字やロゴのエンボス加工、および閉じ込められた空気による傷のないより滑らかな全体の表面が得られます。
- より一貫した機械的特性: 硬化部品全体で密度が均一であるということは、バッチ全体で一貫した硬度、引張強度、圧縮永久歪値を意味し、シール、防振、または耐荷重用途に使用される部品にとって重要です。
- スクラップ率と再加工率の削減: 検査で欠陥が見つかった場合は、部品全体を再加工するか廃棄する必要があります。真空加硫により、膨れ、気孔、ショートショット欠陥の発生率が大幅に減少し、スクラップ率とそれに関連する材料費と人件費が削減されます。
- 湿気に敏感な化合物との適合性: 一部の特殊ゴム配合物、特にシリコーンゴムや特定の EPDM コンパウンドは、残留水分によって表面に膨れが発生しやすい傾向があります。真空処理により、追加の乾燥ステップを必要とせずに、この故障モードを確実に排除できます。
- ゴムと金属、およびゴムと生地の接合における接着性の向上: ゴムを金属インサートまたは布基材上で直接加硫すると、界面に空気が閉じ込められ、完全な接着が妨げられます。プレス前に真空排気することでゴムと基材が確実に密着し、より強力で信頼性の高い結合が得られます。
真空加硫を利用した産業と製品
真空ゴム加硫機は、ゴム製品の品質が安全性、信頼性、または規制順守に直接影響する幅広い業界で使用されています。以下の分野は、最も重要な応用分野を表しています。
あutomotive Sealing and Gaskets
あutomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
医療および製薬用途
シリンジプランジャー、バルブ膜、呼吸マスク、チューブなどの医療グレードのシリコーンおよびゴムコンポーネントは、厳格な純度および構造的完全性基準を満たしている必要があります。真空加硫は、生体適合性製品に必要な表面の平滑性と寸法精度を確保しながら、閉じ込められた空気に関連する汚染のリスクを排除します。多くの医療機器規格では、成形ゴム部品の適正製造慣行の一環として真空処理を暗黙的に要求しています。
履物底の製造
履物業界では、真空加硫プレスを使用して、トレッドの鮮明な輪郭、一貫した密度、アッパー素材への強力な接着力を備えたゴム製アウトソールを製造します。真空機能は、従来のプレス加工ではトレッドの深い空洞に空気が閉じ込められることが永続的な課題となる、厚みのあるアウトソールを成形する場合に特に役立ちます。カローセル型真空加硫プレスは、この用途のためにアジア全土の大量履物工場で広く使用されています。
あerospace and Defense Seals
航空宇宙の油圧システム、燃料システム、環境制御に使用されるゴム製シールと O リングは、硬度、圧縮永久歪み、内部均一性に関して非常に厳しい公差を満たさなければなりません。使用中にシールが破損すると重大な結果が生じるため、これらのコンポーネントでは真空加硫が標準的な方法です。航空宇宙グレードのゴムの仕様では、多くの場合、承認された製造プロセスの一部として真空成形が明示的に義務付けられています。
マシンを選択する際に評価すべき重要な要素
特定の生産用途に適切な真空ゴム加硫機を選択するには、プロセス要件、生産量、および長期的な運用上の考慮事項を体系的に評価する必要があります。総所有コストを評価せずに最低購入価格を優先すると、多くの場合、品質上の問題が再発し、ライフサイクル コストが増加します。
- プラテンのサイズと採光口: 作業プラテンの寸法は、実行する予定の最大の金型に十分なマージンを持って対応する必要があります。法面開口部 (開いたプラテン間の最大ギャップ) は、金型の高さに部品の取り外しクリアランスを加えたものとして十分である必要があります。
- 最大クランプ力: 金型キャビティの投影面積に必要な成形圧力 (ゴム配合物と部品の形状に応じて通常 5 ~ 20 MPa) を乗算して、必要な型締力を計算します。機械の定格トン数はこの数値を余裕で超える必要があります。
- あchievable vacuum level and pump capacity: 機械が -0.095 MPa 以上に達できること、および真空ポンプの容量が金型キャビティの容積に適合していることを確認して、許容可能な滞留時間内に目標真空レベルが達成されるようにします。
- 温度範囲と均一性の仕様: 最高動作温度がゴムコンパウンドの硬化温度をカバーしていることを確認し、文書化されたプラテン温度均一性データを要求してください。理想的にはプラテン表面全体で±2°C 以上です。
- 制御システムとデータロギング: 品質が重要な生産の場合は、完全なプロセス データのログ記録、レシピ管理、およびアラーム履歴の記録を備えたマシンを優先します。これらの機能は ISO および業界固有の品質システム要件をサポートし、欠陥発生時の根本原因分析を簡素化します。
- あfter-sales support and spare parts availability: 真空システム、油圧コンポーネント、発熱体はすべて、定期的なメンテナンスと最終的な交換が必要です。メーカーまたはその地域の代理店が重要なスペアパーツを迅速に供給できることを確認し、サプライヤーと契約する前に保証条件とオンサイトのサービス エンジニアの有無を確認してください。
マシンのパフォーマンスを保護するメンテナンス方法
あ vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- オイルの汚染によりポンプの効率と達成可能な真空レベルが大幅に低下するため、メーカーが指定した間隔 (通常は 500 ~ 1,000 稼働時間ごと) で真空ポンプ オイルを確認して交換してください。
- 各生産を実行する前に金型シール ガスケットと O リングを検査し、摩耗、圧縮永久歪み、または損傷が検出された場合は、ただちに交換してください。わずかなシール漏れでも目標の真空レベルに達することができないからです。
- 校正済みの多点熱電対測定を使用してプラテンの温度均一性を定期的に確認し、偏差が仕様を超えている場合は PID 温度コントローラーを再校正します。
- 作動油の状態とフィルタの状態を監視し、メンテナンススケジュールに従ってフィルタと作動油を交換し、クランプ力の不均一を引き起こす可能性のあるバルブの摩耗やシリンダの漏れを防ぎます。
- 蓄積された残留物は金型との不均一な接触を引き起こし、部品の品質を低下させる局所的な圧力と温度の変動を引き起こすため、プラテン表面を清潔に保ち、ゴムのバリが蓄積しないようにしてください。