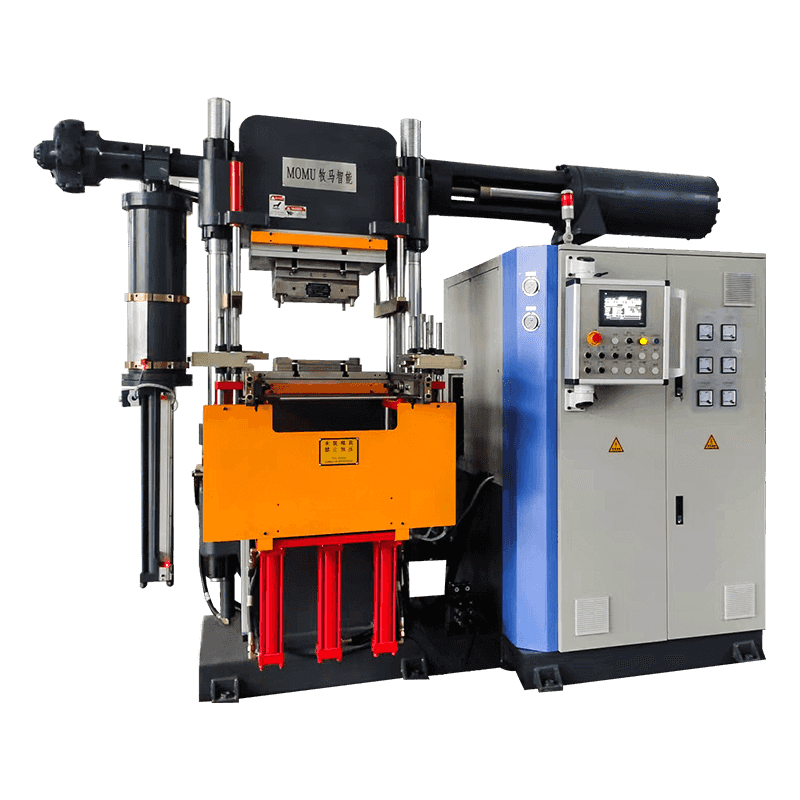
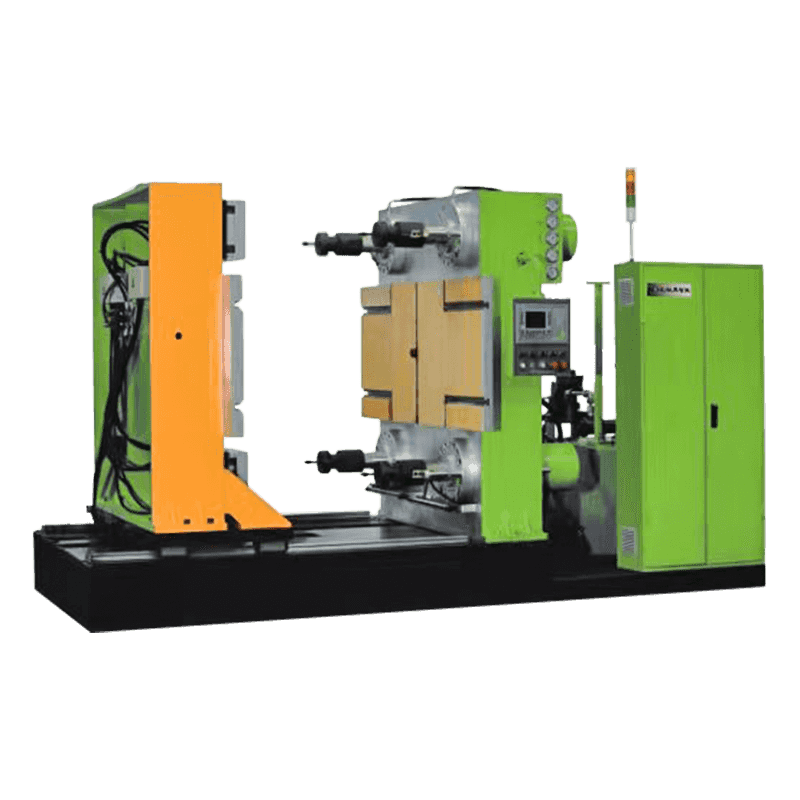
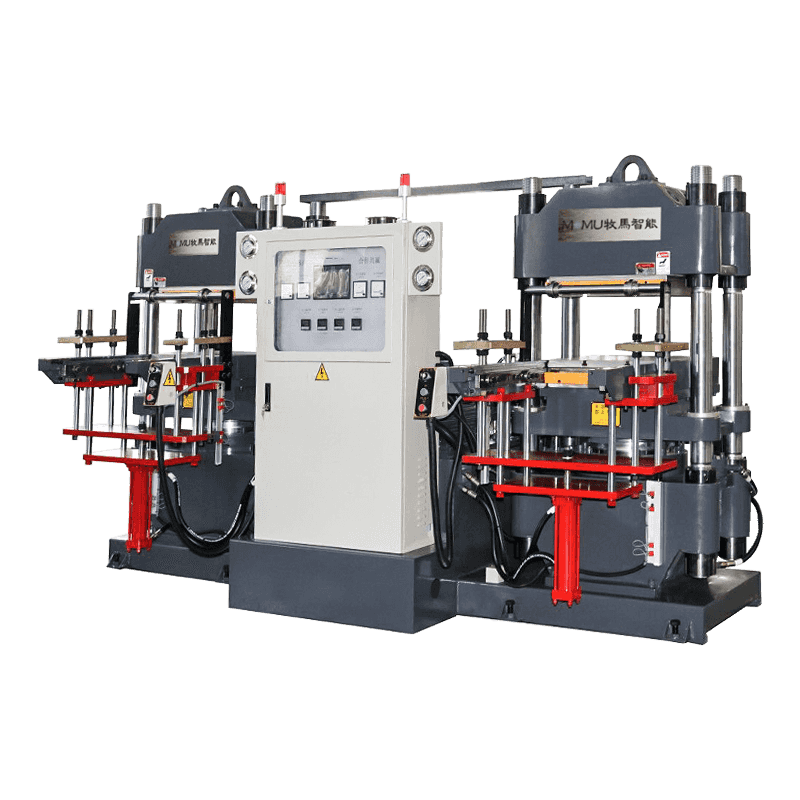
ゴム射出成形機の仕組み
A ゴム射出成形機 加熱して可塑化したゴム材料を高圧下で閉じた金型キャビティに押し込むことにより、生のゴムコンパウンドを精密な形状の完成品に加工し、そこで加硫(化学的に架橋)して安定した弾性固体にします。同じ材料を溶融して再溶融する熱可塑性プラスチック射出成形とは異なり、ゴム射出成形は熱と時間によって引き起こされる不可逆的な加硫反応に依存しています。ゴムが金型内で硬化すると、再溶解または再形成することはできません。つまり、完全な生産を開始する前に、すべてのプロセスパラメータを正しく設定する必要があります。
このプロセスは、ゴムコンパウンドを機械の可塑化ユニット (通常はスクリューとバレルのアセンブリ) に供給することから始まり、そこで慎重に制御された予熱温度 (通常は 70°C ~ 100°C) に加熱され、早期の加硫を引き起こすことなく流動性が得られます。スクリューの回転によりコンパウンドが均質化され、射出圧力が高まります。金型が閉じられてクランプされると、射出ユニットによって可塑化されたゴムがスプルー、ランナー、ゲートを通って金型キャビティ内に押し込まれます。金型自体は、通常 160°C ~ 200°C の高温に加熱され、そこで加硫剤が活性化し、金型が開いて部品が取り出される前に、規定の硬化時間内にゴムが硬化します。
コアコンポーネントとその機能
各主要コンポーネントの機能的役割を理解することは、オペレータが問題を診断し、プロセス設定を最適化し、異なるメーカーの機械仕様を比較する際に情報に基づいた意思決定を行うのに役立ちます。
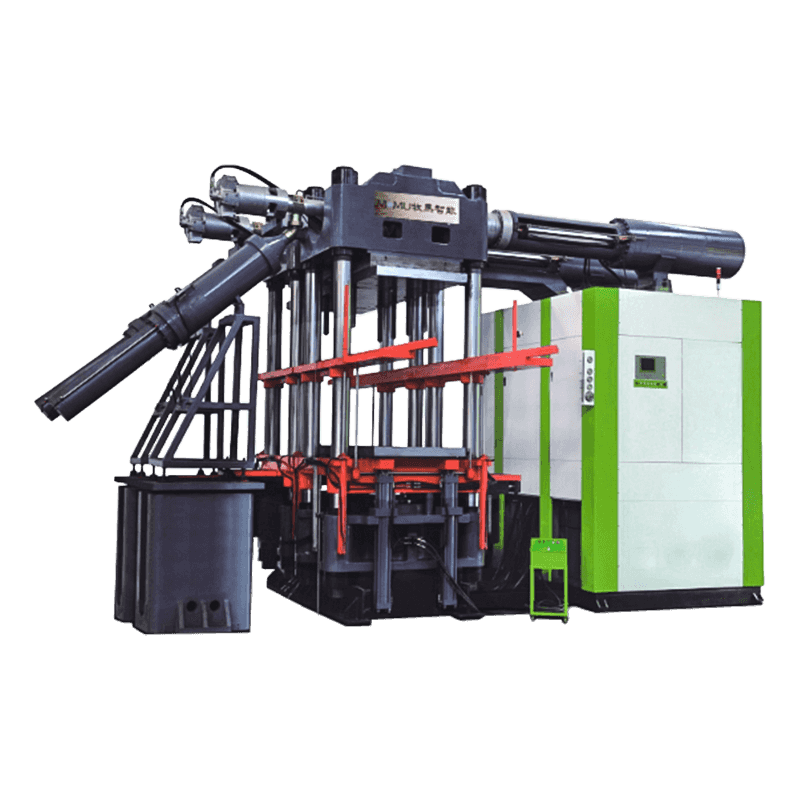
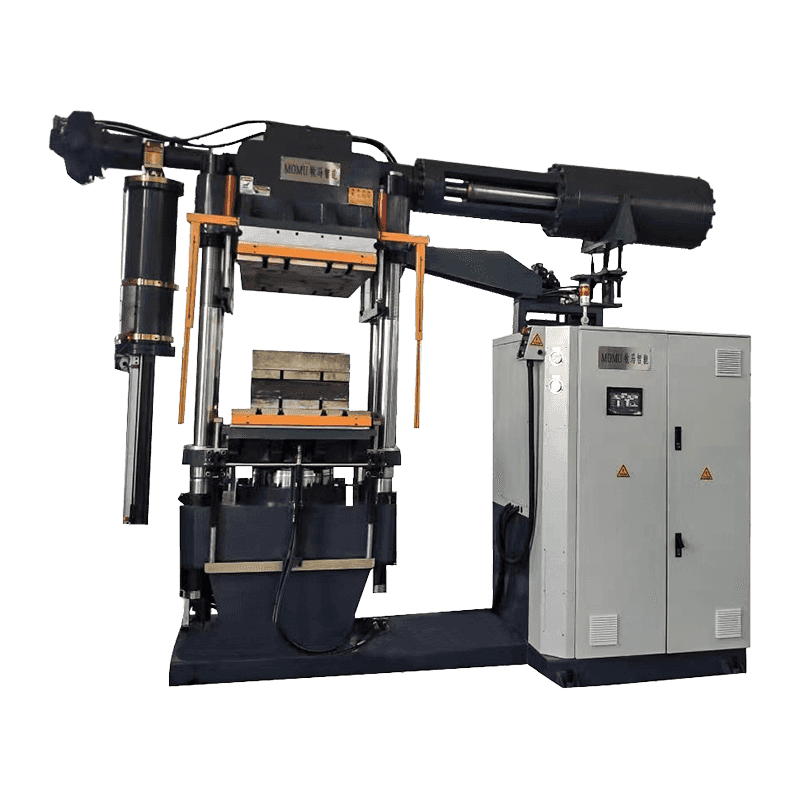
射出ユニット
射出ユニットは加熱バレル、往復スクリュー、ノズルで構成されています。スクリューは 2 つの目的を果たします。回転してゴムコンパウンドを可塑化して前方に搬送し、その後、蓄積された材料のショットを金型に射出するプランジャーとして機能します。ゴムのスクリュー形状は、熱可塑性プラスチック機械で使用されるものとは異なります。通常、ゴム製スクリューは、材料が金型に到達する前にバレル内で早期に加硫される焦げの原因となる過剰な摩擦熱の発生を避けるために、圧縮比が低く、フライトが浅くなっています。
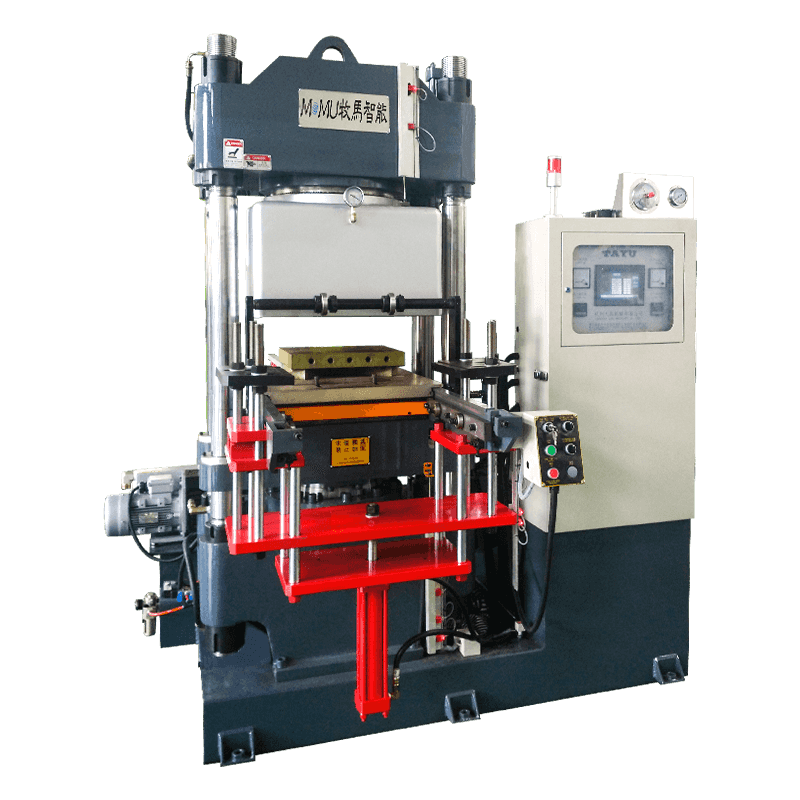
クランピングユニット
クランプ ユニットは、射出圧力によって発生する力に抗して、金型の 2 つの半分を一緒に保持します。型締力はキロニュートン (kN) またはトンで測定され、金型キャビティの投影面積と射出圧力を乗じた値を超える必要があります。クランプ力が不十分だと、バリ (パーティング ラインにある余分なゴムの薄いフィン) が発生し、トリミングによるコストが増加し、部品の寸法精度が損なわれます。ほとんどのゴム射出成形機は油圧クランプ システムを使用していますが、トグル補助式および直接油圧式構成は、それぞれ異なる生産要件に適した異なる速度と力特性を提供します。
金型と加熱システム
金型は、完成品の形状を定義するツール要素です。ゴムの射出では、キャビティ表面全体にわたって安定した加硫温度を維持するために、金型は電気カートリッジ ヒーターまたは循環熱油を使用して加熱されます。金型内の温度均一性は非常に重要です。ホット スポットは過剰硬化や材料特性の劣化を引き起こしますが、コールド スポットは硬化不足の部品の使用不能につながります。高品質の金型には、各キャビティの近くに温度センサーが配置されており、生産中のリアルタイムの監視と修正が可能です。
制御システム
最新のゴム射出成形機には、PLC ベースまたは PC ベースの制御システムが装備されており、オペレーターはバレル温度ゾーン、射出速度プロファイル、射出圧力、保持圧力、硬化時間、金型温度、取り出しシーケンスを含む完全なプロセス レシピをプログラムして保存できます。レシピを保存して呼び出す機能は、異なるゴム配合物や部品形状の間で機械が定期的に切り替えられ、それぞれに個別のパラメーターのセットが必要な、複数製品を扱う施設では特に重要です。
すべてのオペレータが制御する必要がある主要なプロセスパラメータ
ゴム射出成形部品の品質は、製造工程全体を通じてプロセスパラメータがどの程度正確に設定および維持されるかによって決まります。次のパラメータは相互に影響し合います。つまり、部品の品質を維持するために、1 つのパラメータを変更すると、他のパラメータの調整が必要になることがよくあります。
| パラメータ | 代表的な範囲 | 低すぎる場合の影響 | 高すぎる場合の影響 |
| バレル温度 | 70℃~100℃ | 流れが悪い、充填が不完全 | 焦げ、早期硬化 |
| 金型温度 | 160℃~200℃ | 硬化が不十分で弱い部分 | 過硬化、表面劣化 |
| 射出圧力 | 80~200MPa | ショートショット、ボイド | バリ、金型損傷 |
| 硬化時間 | 30秒~10分 | 粘着性があり硬化が不十分な部品 | 脆くて過剰硬化した部品 |
| 射出速度 | アプリケーション固有の | ニットライン、不完全な埋め込み | ジェッティング、空気巻き込み |
硬化時間は、サイクル タイム、ひいては生産量に最も直接的な影響を与えるパラメータです。天然ゴム、EPDM、シリコーン、NBR、ネオプレンなどのさまざまな配合物にはそれぞれ独自の加硫反応速度があるため、使用する特定のゴムコンパウンドのレオメーターテストによって決定する必要があります。化合物の化学的性質が許容する範囲を超えて硬化時間を短縮しようとすると、硬化が不十分な部品が生じ、初期検査には合格しても、使用中に早期に不合格となる可能性があります。
これらの機械が使用される業界と用途
ゴム射出成形機は、厳しい寸法公差、一貫した材料特性、および大量生産が同時に要求される幅広い業界で使用されています。自動車部門は世界のゴム射出成形能力の大部分を占めており、シール、ガスケット、グロメット、振動ダンパー、O リング、ウェザー ストリップなど、極端な温度範囲や長い耐用年数にわたって確実に機能する必要があるコンポーネントを生産しています。自動車グレードのゴム部品は通常、特定の流体、温度、環境条件に対する耐性を考慮して選択された EPDM、NBR、またはシリコーン化合物から成形されます。
医療機器産業もゴム射出成形、特にシリコーン部品の主要ユーザーです。液体シリコーン ゴム (LSR) 射出成形は、2 成分プラチナ硬化シリコーン システムを処理するプロセスの特殊な変種で、サージカル シール、カテーテル コンポーネント、呼吸マスク、薬物送達デバイス コンポーネントなどの部品を製造します。 LSR 成形には、従来のゴム成形とは逆に、冷却された射出バレルを備えた専用の機械構成が必要です。これは、材料が金型温度で急速に硬化しますが、早期のゲル化を防ぐためにバレル内で低温に保つ必要があるためです。
- 自動車: ドアや窓のシール、エンジンのガスケット、防振装置、ブレーキ部品、ホースコネクタ、耐熱性や耐流体性が必要なボンネット下のグロメットなど。
- 医療および製薬: 生体適合性と耐滅菌性が必要なバイアル、注射器コンポーネント、埋め込み型シール、呼吸器膜、体液管理コンポーネント用のシリコンストッパー。
- エレクトロニクス: キーパッド ボタン、コネクタ シール、振動減衰パッド、回路基板を湿気や機械的衝撃から保護する筐体ガスケット。
- 産業機械: 連続的な機械的ストレス下で動作する油圧シール、空気圧 O リング、コンベア ベルト部品、ポンプ ダイヤフラム、およびカップリング要素。
- 消費財: 靴底、ハンドルグリップ、キッチン用品のシール、ベビー用品の部品、スポーツ用品の部品など、触感の品質と耐久性の両方が重要です。
ゴム射出成形とトランスファーおよび圧縮成形の比較
ゴム部品の製造に利用できるプロセスはゴム射出成形だけではありません。トランスファー成形と圧縮成形は、古くて簡単な代替手段であり、今でも広く使用されています。各プロセスのどこが優れているかを理解することは、メーカーが特定の部品の形状、数量要件、予算に応じて適切な方法を選択するのに役立ちます。
圧縮成形では、事前に計量した未硬化ゴムのスラグを開いた金型キャビティに直接配置し、油圧と熱の下で金型を閉じます。これは最もシンプルで低コストのツール オプションですが、射出成形と比較すると、高レベルのバリが発生し、寸法の一貫性が低下し、サイクル タイムが長くなります。サイクルタイム効率よりも工具コストの正当性が重要な、生産量が少ない大型の単純な部品にとっては、依然として実用的です。トランスファー成形では、ポットとプランジャーを使用して、リザーバーからゴムをスプルー穴を通して閉じた金型に押し込みます。圧縮よりも優れた寸法制御が可能ですが、それでもトランスファー ポットから廃棄する必要がある材料廃棄物が発生します。射出成形は、必要な正確なショット量のみを射出することでこの無駄のほとんどを排除し、最短かつ最も安定したサイクルタイムを実現し、最高の寸法精度を実現します。これにより、部品の量と品質要件がより高い機械投資を正当化する場合に推奨されるプロセスとなります。

ゴム射出成形機を選ぶときのポイント
特定の用途に適切なゴム射出成形機を選択するには、型締力やショット サイズなどの単一の数値に単独で焦点を当てるのではなく、相互に依存する複数の仕様を評価する必要があります。
- クランプ力: 投影されるキャビティ面積と予想される射出圧力に基づいて、必要な型締力を計算します。プロセスの変動を考慮して、計算された最小値を少なくとも 10 ~ 15% 上回る安全マージンを常に含めてください。
- ショット量とスクリュー径: 機械のショット容量は、最大ショット体積の 80% を超えずに、成形品の重量とランナー システムの重量を快適に収容できる必要があり、これにより各サイクルで一貫した材料の均質化が保証されます。
- 焦げつきの安全性: 機械のバレル設計と温度制御精度を評価します。熱に敏感なコンパウンドや高速硬化コンパウンドを対象とした機械では、焦げを防ぐために、厳密にゾーン分けされたバレル温度制御と滞留時間の短いスクリュー設計が必要です。
- 金型プラテンのサイズと日光: 機械のプラテン寸法および最大金型開口距離 (日光) が、金型寸法および突き出し時の部品の高さと互換性があることを確認します。
- 制御システムの機能: 複数の製品を扱う施設の場合は、レシピストレージ、プロセスデータロギング、およびリモート監視機能を備えたマシンを優先して、品質のトレーサビリティをサポートし、ジョブ間のセットアップ時間を短縮します。