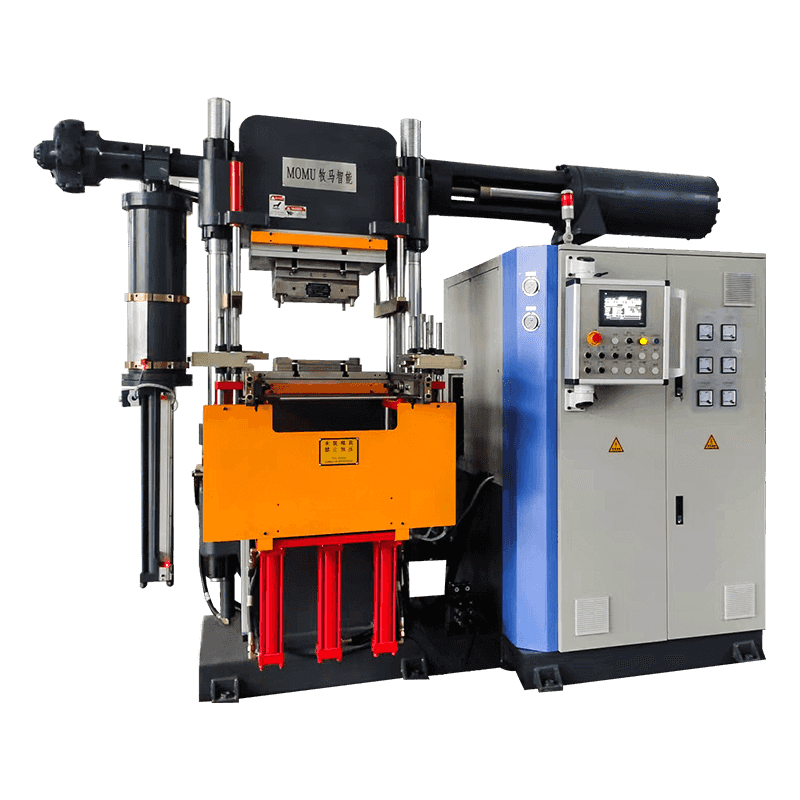
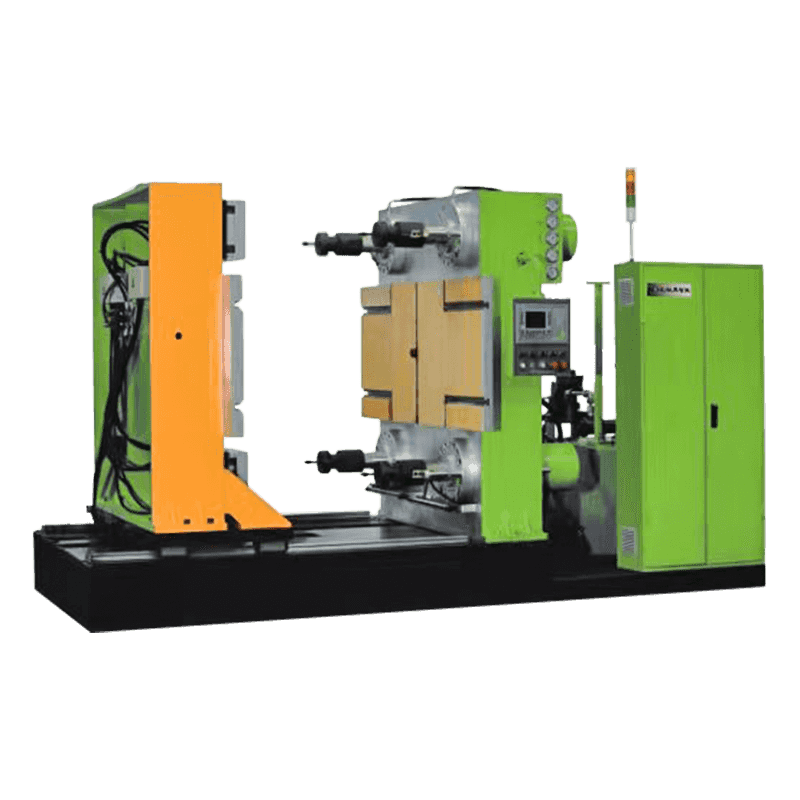
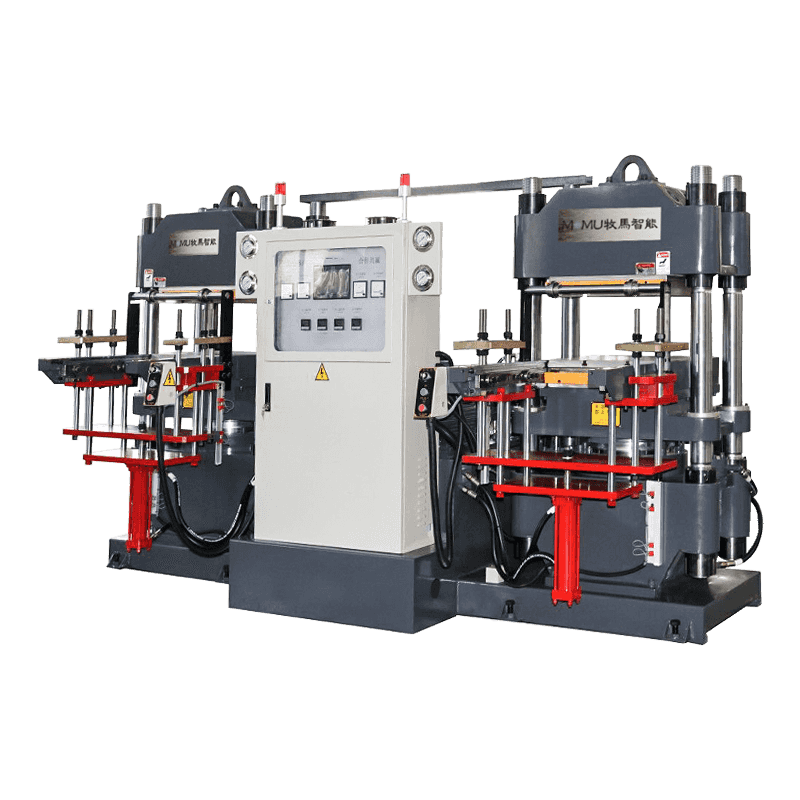
LSR射出成形機とは何ですか?
アン LSR射出成形機 は、密閉された自動射出サイクルを通じて液体シリコーン ゴム (LSR) を精密成形部品に加工するように設計された特殊な生産システムです。固体ペレットを溶かして冷却した金型に射出する熱可塑性射出成形とは異なり、LSR 成形は逆に機能します。2 成分の液体シリコーンは射出中に冷たく保たれ、加熱された金型内でプラチナ触媒の加硫反応によって硬化します。材料の挙動におけるこの根本的な違いは、温度制御されたバレルや計量システムからクランプ ユニットや金型の構造に至るまで、LSR 固有の機械におけるほぼすべての設計上の決定を左右します。
LSR 機械は、シリコーンの柔軟性、熱安定性、生体適合性、耐薬品性の組み合わせが必要とされる幅広い業界で使用されています。医療機器、幼児用製品、自動車用シール、家庭用電化製品部品、工業用膜などが最も一般的な用途です。 LSR の生産能力を評価するエンジニアや調達専門家にとって、機械の動作原理、主要なサブシステム、選択基準を理解することは不可欠です。
LSR 射出成形のしくみ: コアプロセス
LSR は 2 部構成のシステムとして供給されます。成分 A にはベースポリマーと白金触媒が含まれ、成分 B には架橋剤と抑制剤が含まれます。 2 つの成分は別々のドラムに保管され、正確な 1:1 の体積比で混合される計量および混合ユニット (通常はスタティック ミキサー) に供給されます。偏差があると硬化化学が変化し、一貫性のない硬度、不完全な硬化、または表面の粘着性を持つ部品が生成されるため、正確な比率の精度を維持することが重要です。
混合後、組み合わされた LSR は加熱された金型 (通常は 160 °C ~ 220 °C に維持) に射出され、そこで白金触媒が急速な架橋を促進します。硬化時間は部品の形状、肉厚、金型温度によって異なりますが、ほとんどの生産サイクルは、薄肉部品の場合は数秒、厚い部品の場合は数分の範囲です。硬化したシリコーンは架橋時にわずかに収縮するため、完成品の公差を厳密に保つために、金型設計ではこの寸法変化を考慮する必要があります。
ショットが金型に到達する前にバレル内での早期硬化を防ぐために、射出ユニット自体を冷却する必要があります (通常は約 10 ~ 15°C まで水冷)。このコールド ランナー システムは、金型内のスプルーとランナーの形状にまで拡張されることが多く、LSR をゲートまで未硬化の液体状態に保ち、コールド ランナーとホット金型キャビティの間の熱差によって必要な箇所に正確に硬化を引き起こすことができるため、材料の無駄が最小限に抑えられます。
LSR 射出成形機の主要なサブシステム
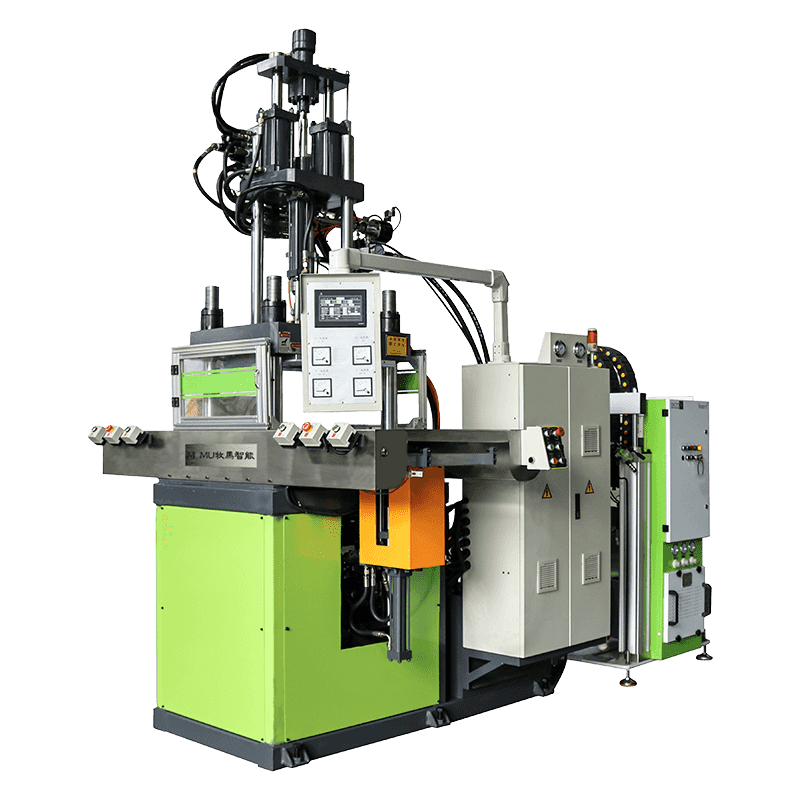
計量および投与ユニット
計測ユニットは、LSR 処理に特有の最も重要なサブシステムです。空気圧またはサーボ駆動のピストン ポンプを使用して加圧ドラムから 2 つの LSR コンポーネントを引き出し、ショット全体にわたって正確な体積比を維持し、空気を導入することなく混合された材料を射出ユニットに送ります。ハイエンドの計量システムは、生産稼働全体で ±0.5% 以内の比率精度を達成し、比率が設定された許容値を超えた場合にアラームをトリガーする継続監視センサーを備えています。静的ミキサー (両方の成分が供給される受動的螺旋要素) は、可動部品を使用せずに均一な混合を実現し、動的混合の代替手段と比較してメンテナンスの必要性を軽減します。

射出ユニット
LSR の射出ユニットは、いくつかの重要な点で熱可塑性プラスチックユニットとは異なります。スクリューの形状は、バレル内の材料を早期に硬化させる摩擦熱の発生を避けるために、浅いフライト深さと低い圧縮比を使用しています。バレル全体は水冷回路で覆われています。射出速度と圧力は、すべてのショットにわたって一貫した充填特性を確保するためにサーボ制御されており、LSR は粘度が低いため、金型キャビティを充填するのに必要な力が少なくて済むため、射出ユニットは通常、熱可塑性プラスチック システムよりも大幅に低い圧力 (通常は 500 ~ 1,500 bar) で動作します。
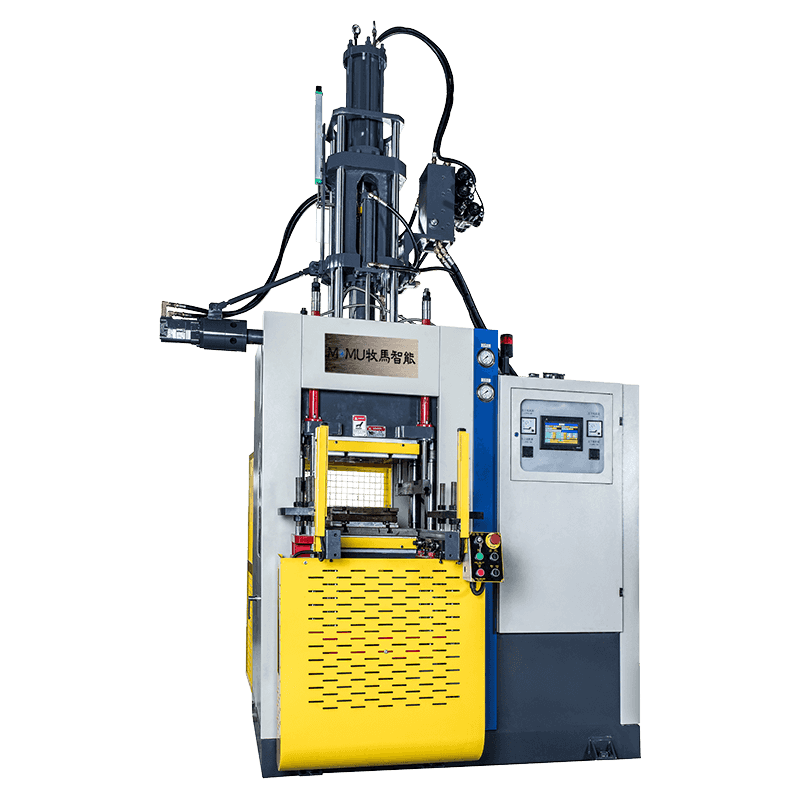
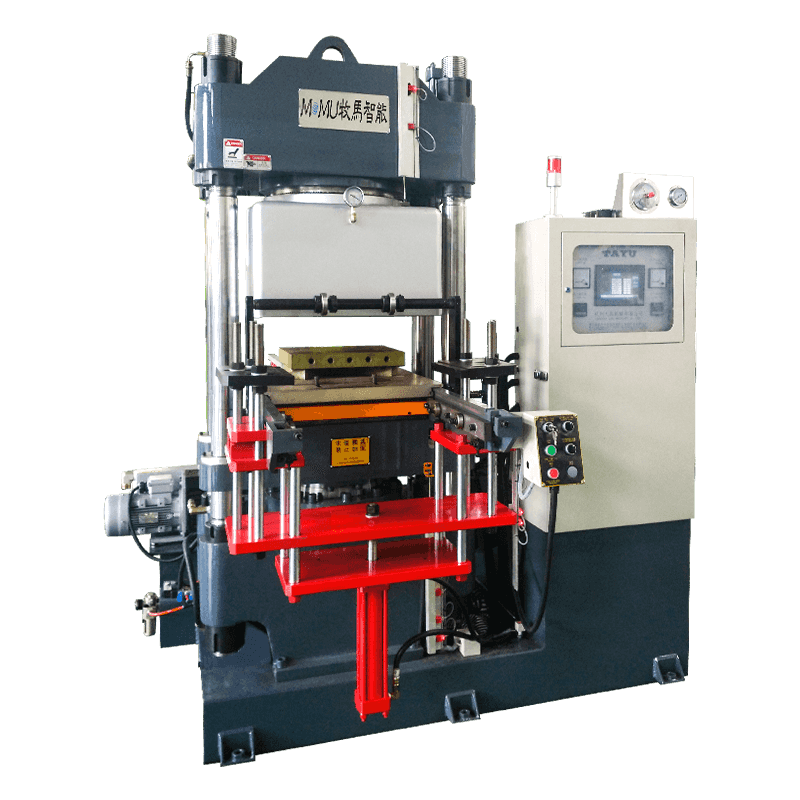
クランピングユニット
LSR 金型は、熱可塑性プラスチックと比較して、投影された部品の単位面積当たり非常に高い型締力を必要とします。これは、LSR の粘度が低いため、型締力が不十分な場合、最小限のパーティング ラインのギャップでもバリが発生するためです。トグル クランプ システムと油圧クランプ システムの両方が使用されており、クリーンルーム環境では、その清潔さ、再現性、エネルギー効率の点で全電気機械がますます好まれています。型締力の要件は、キャビティ圧力に成形品とランナー システムの投影面積を乗じて計算されます。
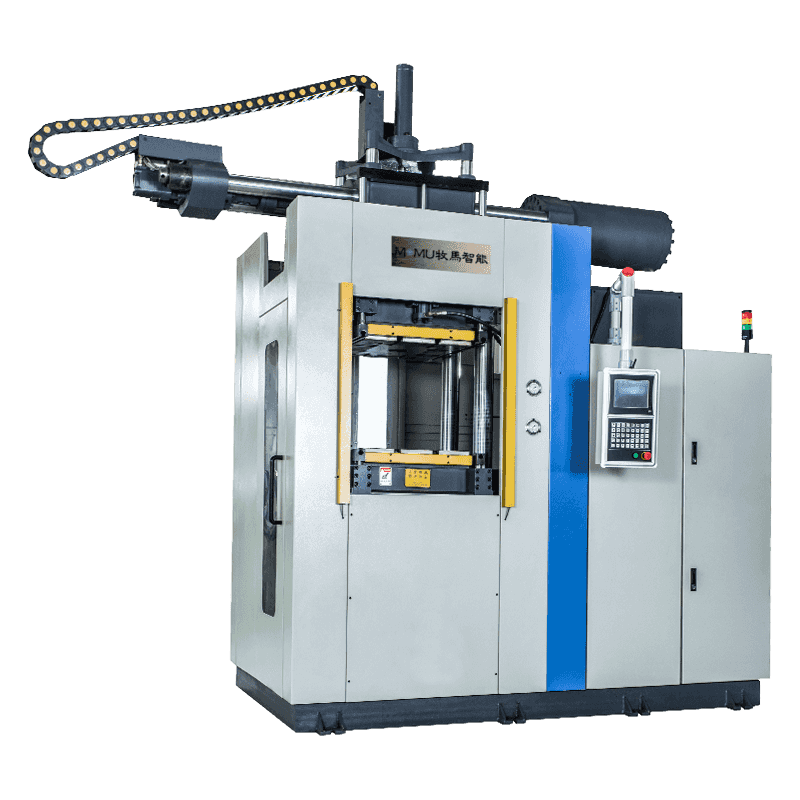
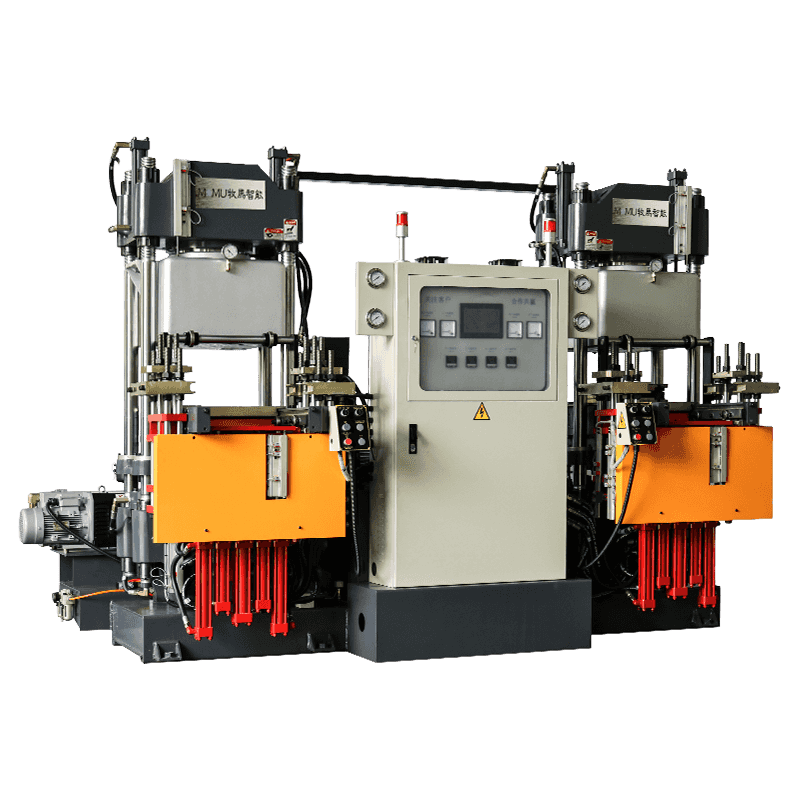
LSR マシンの比較: 油圧式と全電気式
| 特徴 | 油圧LSRマシン | 全電動LSRマシン |
| 再現性 | 良い | 素晴らしい |
| クリーンルーム適合性 | 限定的(油汚染のリスク) | 高 (油圧作動油なし) |
| エネルギー消費量 | より高い | 30 ~ 60% 低い |
| 資本コスト | 下位 | より高い |
| 騒音レベル | より高い | 下位 |
| メンテナンス | より頻繁に(油圧シール) | 頻度が少ない |
| 最適なアプリケーションフィット | 高力産業用部品 | 医療、食品グレード、精密部品 |
LSR マシンの需要を促進する産業とアプリケーション
生産方法としての LSR 射出成形の成長は、要求の厳しい最終用途環境においてシリコーンの材料特性に依存する一連の産業の拡大に直接結びついています。各業界には、LSR マシンの構成と検証の方法を決定する特定の要件があります。
- 医療機器: LSR は、ISO 10993 規格に基づく生体適合性と、オートクレーブ、EtO、ガンマ線による滅菌が可能であるため、カテーテル、呼吸マスク、埋め込み型デバイスのシール、および手術器具のグリップに最適な材料となっています。医療用 LSR の製造に使用される機械は通常、全電気式でクリーンルーム対応であり、法規制遵守のための完全なプロセス文書が備えられています。
- 幼児・ベビー用品: おしゃぶり、哺乳瓶の乳首、歯がための製品には、可塑剤や BPA を含まない食品に触れても安全なシリコーンが必要です。 FDA 21 CFR および EU 10/2011 の食品接触規制に認証された LSR グレードが標準であり、生産環境は厳格な衛生管理を満たしている必要があります。
- 自動車: LSR は、-50°C ~ 200°C の持続温度に耐えなければならないグロメット シール、スパーク プラグ ブーツ、センサー シール、およびボンネット下のコンポーネントに使用されます。自動車の大量生産では通常、コスト効率を高めるために、複数キャビティのコールドランナー金型を備えた油圧機械が使用されます。
- 家庭用電化製品: 防水ガスケット、ボタン膜、イヤホンチップ、ウェアラブル デバイスのシールは、急成長しているセグメントです。寸法公差が厳しい薄肉の高精度部品が一般的であり、高い射出速度制御を備えた全電動機械が好まれています。
- 工業用シーリング: ポンプのダイアフラム、バルブ シール、耐薬品性ガスケットは、オゾン、紫外線、および広範囲の化学薬品に対するシリコーンの耐性を利用しています。これらは、キャビテーションが低い油圧機械で製造される断面の厚い部品になる傾向があります。
LSR 射出成形機を選択する際の重要な要素
LSR マシンを選択するには、特定の部品、生産量、規制環境に照らして技術仕様を評価する必要があります。機械への投資が期待される利益をもたらすかどうかは、いくつかの要因によって決まります。
ショットのサイズとクランプ力は、大まかに見積もるのではなく、投影された部品とランナーの領域に一致させる必要があります。 LSR は粘度が低いため、クランプ力がわずかに不足してもバリが発生します。これはパーティング ラインで硬化したシリコンの薄い膜であり、手作業でのトリミングが必要となり、スクラップ率が増加します。必要な型締力をキャビティ投影面積 1 平方センチメートルあたり少なくとも 0.3 ~ 0.5 トンとして計算し、将来の金型の追加や設計変更に対応できるように、その数値よりも余裕を持って機械のサイズを決定します。
金型全体の温度制御の精度は、機械の型締性能や射出性能と同じくらい重要です。金型温度が不均一であると、硬化が不均一になり、寸法が変動し、表面欠陥が発生する部品が生成されます。機械の金型温度コントローラーがゾーンベースの温度マッピングをサポートしているかどうか、また金型設計が適切な加熱チャネル範囲を提供しているかどうかを評価します。精密医療用途では、キャビティ表面全体での金型温度の変動が ±2°C を超えることは通常許容できません。
プロセス監視とデータロギング機能は、規制された業界にとって交渉の余地のないものになっています。最新の LSR マシンは、キャビティ圧力センサー、射出速度と圧力プロファイル、金型温度ログ、計量比検証を統合プロセス監視システムに統合しています。このデータは、FDA 21 CFR Part 820 および医療機器の ISO 13485 に基づくプロセス検証に必要であり、PPAP 文書パッケージの一部として自動車業界の Tier 1 顧客からの需要が高まっています。
一般的なプロセスの欠陥とその防止方法
適切に仕様化された機械であっても、プロセスパラメータのドリフトや金型の状態が適切に維持されていない場合には、欠陥が発生します。一般的な LSR 欠陥の根本原因を認識することは、生産品質を担当するプロセス エンジニアにとって不可欠です。
- フラッシュ: クランプ力不足、パーティングライン面の磨耗、射出圧力の過剰などが原因で発生します。型締力の計算を確認し、金型の状態を検査し、充填段階での射出速度を下げることで対処します。
- 不完全なフィル/ショートショット: 不十分な射出圧力、ゲートの詰まり、またはキャビティに到達する前にランナー内で部分的に硬化した LSR が原因で発生します。ゲート直径を確認し、バレル温度がコールドランナーの目標範囲内であることを確認し、汚染による硬化阻害を検査します。
- 表面粘着性: 硬化不足を示します。多くの場合、不正確な A:B 比、金型温度が低すぎる、または硬化時間が不十分であることが原因です。制御された塗布テストで計量比を検証し、金型温度の均一性を確認し、寸法公差が許せば硬化時間を延長します。
- 空気の閉じ込め/空隙: 混合中に空気が導入されたり、材料が注入されると、硬化した部品に気泡が発生します。製造前に計量システムが適切にパージされていることを確認し、射出速度が速すぎて LSR フロー フロントの前のゲート領域に空気が引き込まれていないことを確認してください。
- ショット間の寸法の変化: 通常、計量の不一致、バレル温度の変動、または金型温度のドリフトによる硬化時間の変動に関連しています。プロセス監視ログを確認して、どの変数が次元シフトと相関しているかを特定し、関連するサブシステムを再調整します。