真空ゴム加硫機とは何ですか?またどのように機能しますか?
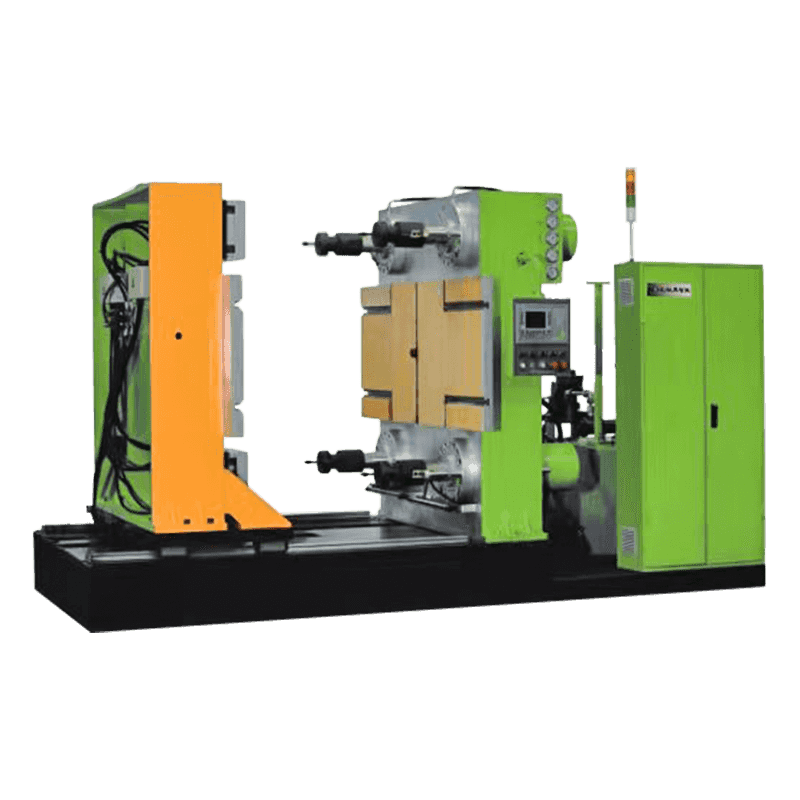
真空ゴム加硫機は、真空環境で制御された熱と圧力の下でゴム配合物を硬化するために使用される特殊な工業用機器です。加硫は、通常は硫黄または過酸化物ベースの硬化剤を介してポリマー鎖間に架橋を形成することにより、生ゴムまたは配合ゴムを柔らかく柔軟な状態から耐久性、弾性、耐熱性のある材料に変える化学プロセスです。真空コンポーネントがこの機械を標準的なプレス加硫機と区別するものです。硬化サイクル前および硬化サイクル中に金型キャビティから空気を排出することにより、機械は、完成したゴム製品の多孔性、ボイド、または表面の傷の原因となる閉じ込められたエアポケットやガスを除去します。
この機械は、金型の装填、真空排気、圧力の適用、熱硬化、および金型の離型という一連の自動化された段階を通じて動作します。加熱は通常、熱をゴム配合物に均一に伝える電気プラテンまたは蒸気加熱プレートによって行われます。密閉された金型チャンバーに接続された真空ポンプは、プレスが閉じて型締力を加える前に、内部圧力を通常 -0.08 MPa から -0.1 MPa まで下げます。真空、熱、および機械的圧力のこの組み合わせにより、複雑な金型形状が完全に充填され、硬化した部品が寸法および表面品質の仕様を満たすことが保証されます。

真空加硫に依存する産業と用途
真空ゴム加硫機は、ゴム部品の品質と一貫性が交渉の余地のない幅広い業界に導入されています。自動車分野は最大のユーザーの 1 つであり、厳しい熱的および機械的条件下で確実に動作する必要があるシール、ガスケット、O リング、振動ダンパー、および流体処理コンポーネントの製造にこれらの機械を利用しています。航空宇宙産業では、真空加硫は精密なゴム部品に使用されており、微細な空隙によっても重要なシール システムの完全性が損なわれる可能性があります。
医療機器業界では、真空加硫機を使用して、厳しい生体適合性と寸法公差基準を満たす必要があるシリコーンおよび特殊ゴム部品を製造しています。電子機器メーカーは、絶縁コンポーネントや防振マウントの製造にこれらを使用しています。履物産業では、ソールの接着や成形ゴム部品にこの技術が応用されています。いずれの場合も、真空環境は、標準的なプレス加硫では確実に実現できない表面仕上げ、内部密度、機械的性能を達成するために不可欠です。
主要なプロセスパラメータとその制御方法
一貫して欠陥のない加硫ゴム部品を製造するには、相互に依存するいくつかのプロセスパラメータを正確に管理する必要があります。各パラメータが何をするのか、そして偏差が出力にどのような影響を与えるのかを理解することは、真空加硫機を効果的に操作するための基礎です。
加硫温度
温度は加硫反応の主な要因です。ほとんどのゴムコンパウンドは 150°C ~ 200°C の範囲で硬化しますが、特定の最適温度は使用するコンパウンドの配合と硬化システムによって異なります。温度が低すぎると硬化が不十分になります。ゴムは柔らかく弱くなり、粘着性や不完全な架橋を示す可能性があります。温度が高すぎると過硬化または戻りが発生し、ポリマーネットワークが劣化してゴムの強度と弾性が失われます。金型表面全体のプラテン温度の均一性も同様に重要です。金型全体の温度勾配が摂氏 5 ~ 10 度を超えると、不均一な硬化や収縮差が発生する可能性があります。
硬化時間
硬化時間は、コンパウンドのレオロジー データ、特にムービング ダイ レオメーター (MDR) テストの T90 値によって決まります。これは、目標温度で最大トルク (架橋密度) の 90% に達するまでに必要な時間を示します。硬化時間は、化合物の種類、部品の厚さ、温度に応じて、通常 2 ~ 30 分の範囲です。厚い部分の場合は、熱が中心部まで浸透するために追加の時間を考慮する必要があります。短すぎる硬化時間を使用すると、ゴム製品の現場での故障の最も一般的な原因の 1 つになります。
真空レベルとタイミング
プレスが閉じて硬化が始まる前に、真空度が目標レベルに達する必要があります。ほとんどの操作は、-0.095 MPa ~ -0.1 MPa の真空レベルを目標としています。排気時間 (通常 15 ~ 60 秒) は、金型キャビティと通気チャネルの両方から空気を完全に除去するのに十分な時間でなければなりません。真空ポンプのサイクルが短すぎると、プレスが閉じるときに残留空気が除去されずに圧縮され、表面下に空隙が発生します。ポンプの性能を定期的にテストし、真空ラインや金型シールの漏れをチェックすることは、一貫した排気品質を維持するために不可欠です。
クランプ圧力
型締圧力により、加硫中に金型の半分が密閉された状態に保たれ、ゴムコンパウンドが圧縮されてキャビティの形状が完全に充填されます。クランプ圧力が不十分であると、パーティング ラインにバリが形成され、充填不足のセクションが生じる可能性があります。過度の圧力により、金型が損傷したり、ゲル化が起こる前にコンパウンドがキャビティから絞り出される可能性があります。ゴム加硫の一般的なクランプ圧力は、コンパウンドの粘度や部品の形状に応じて 10 ~ 25 MPa の範囲になります。
一般的な欠陥とその診断方法
適切に調整された機械を使用していても、加硫ゴム部品に欠陥が発生する可能性があります。根本原因を迅速に特定することで、スクラップや生産のダウンタイムを最小限に抑えます。次の表は、最も頻繁に発生する欠陥とその考えられる原因をまとめたものです。
| 欠陥 | 考えられる原因 | 是正措置 |
| 気孔率 / 内部空隙 | 真空または排気時間が不十分 | ポンプの性能を確認してください。避難時間を延長する |
| 表面の膨れ | コンパウンドまたは金型内の水分 | 事前乾燥コンパウンド;金型の洗浄と予熱 |
| アンダーキュア(軟質部) | 温度が低いか硬化時間が不十分です | プラテン温度の校正を確認します。硬化時間を延長する |
| 過剰なフラッシュ | 型締圧力が低い、または金型のパーティング ラインが摩耗している | プレストン数を増やす。金型の検査と修復 |
| ショートショット/塗りつぶされていない領域 | 複合装填重量が不十分です | チャージ重量を再計算します。複合プリフォームを調整する |
| 寸法変化 | 温度またはクランプ力が一貫していない | センサーを校正します。定期的に印刷機のメンテナンスを行う |
適切な真空ゴム加硫機の選び方
正しいマシンを選択するには、機器の仕様を特定の生産アプリケーションの要求に適合させる必要があります。主な評価基準には、プラテンのサイズ、プレストン数、真空システムの容量、温度範囲、制御システムの高度化などが含まれます。
- プラテンのサイズは、均一な温度分布を維持するために十分な余裕を持って、実行する予定の最大の金型に対応する必要があります。標準的なプラテンのサイズは、小型部品製造用の 200 mm × 200 mm から、工業用途向けの 1000 mm × 1000 mm 以上までの範囲に及びます。
- プレストン数は、金型の投影面積とゴムコンパウンドの粘度に一致させる必要があります。一般的なガイドラインとして、金型キャビティの投影面積と目標型締圧力を乗じて必要な力を計算し、少なくとも 20% の安全マージンを追加します。
- 真空ポンプの容量 (リットル/分で測定) は、金型チャンバーを 15 ~ 30 秒以内に目標の真空レベルまで排気するのに十分である必要があります。金型の体積が大きくなると、サイクル タイムの延長を避けるために、より大容量のポンプが必要になります。
- 温度範囲と均一性の仕様は、コンパウンドの硬化要件と照らし合わせて検証する必要があります。ほとんどの汎用機械は最高 200°C で動作しますが、高温のシリコーンまたはフルオロエラストマー化合物用の特殊機械は 250°C 以上を必要とする場合があります。
- 制御システムの機能によって、プロセスの柔軟性とデータ ロギングがどの程度達成できるかが決まります。タッチスクリーン インターフェイスを備えたプログラマブル ロジック コントローラー (PLC) により、多段階の硬化プロファイル、自動真空シーケンス、生産記録の保存が可能になり、これらはすべて品質管理とプロセスの再現性に役立ちます。
機械のパフォーマンスを保護する定期的なメンテナンスの実践
真空ゴム加硫機は多額の設備投資が必要であり、生産の信頼性を確保しながら投資を保護するには、一貫したメンテナンスが不可欠です。真空システムには最も注意が必要です。真空ポンプ オイルは、メーカーのスケジュールに従って、連続生産条件下では通常 3 ~ 6 か月ごとに点検および交換する必要があります。わずかな漏れでも排気性能が著しく低下するため、真空ラインの接続、ガスケット、および金型シールの摩耗や漏れを毎週検査する必要があります。
プラテン温度センサーと圧力トランスデューサーは、機械の表示値が実際のプロセス条件を反映していることを確認するために、認定された基準機器を使用して四半期ごとに校正する必要があります。作動油レベルとフィルターの状態は毎月監視する必要があります。金型の表面は、生産を実行するたびに洗浄して、ゴムの残留物の蓄積を防ぐ必要があります。ゴムの残留物は、固着や後続部品の表面欠陥、金型の摩耗の促進を引き起こす可能性があります。すべての検査、液体交換、校正、障害イベントを記録する詳細なメンテナンス ログを保存すると、計画外のダウンタイムが発生する前に新たな問題を特定するために必要な履歴データが得られます。
出力品質と生産効率を最大化する
機械の選択とメンテナンスを超えて、一貫して高い出力品質を達成します。 真空ゴム加硫機 プロセス規律に依存します。一貫したプリフォームの重量、形状、金型内での配置など、コンパウンドの準備を標準化することにより、部品間のばらつきの最も一般的な原因の 1 つが排除されます。離型剤を正しく使用すると、ゴム表面を汚染したり、複合部品の接着に影響を与えたりすることなく、固着を防ぐことができます。各製品の文書化された硬化レシピを確立し、それらのレシピを機械の制御システムにロックすることで、不適合生産につながる偶発的なパラメータ変更を防ぎます。
主要な出力測定値(部品重量、限界寸法、硬度)に適用される統計的プロセス制御(SPC)手法は、プロセスのドリフトが発生しているときに早期に警告を発し、大量のスクラップが生成される前に修正措置を講じることができます。大量生産の場合、機械のデータ出力を製造実行システム (MES) と統合することで、リアルタイムの生産監視とトレーサビリティが可能になります。これは、サプライヤーの品質要件の一部として、自動車および医療の顧客からの要求がますます高まっています。加硫機を商品プレスではなく精密機械として扱うことは、一貫して高いパフォーマンスを発揮するゴム工場と、慢性的な品質と歩留まりの問題に悩まされているゴム工場を区別する考え方です。