シリコーンはどのように作られるのですか?材料の背後にある化学
シリコーンは合成ポリマーであり、その主鎖はポリエチレンやポリプロピレンなどの有機プラスチックに見られる炭素対炭素の主鎖ではなく、ケイ素原子と酸素原子が交互に並んだ構造(シロキサン鎖として知られる構造)で構成されています。この分子構造の根本的な違いが、シリコーンに並外れた熱安定性、化学的不活性性、広い温度範囲にわたる柔軟性、および UV 劣化に対する耐性を与えています。シリコーンが元素の起源から最終的なエラストマーに至るまでどのように作られるかを理解することは、エンジニア、製品設計者、製造業者が、なぜこの材料がそのように動作するのか、またなぜ従来の熱可塑性樹脂とは異なる方法で加工されるのかを理解するのに役立ちます。
シリコンの生産はシリコンから始まります。シリコンは地殻で 2 番目に豊富な元素で、主に二酸化ケイ素 (SiO₂) の形で存在し、一般に石英または珪砂として知られています。重要なことは、要素であるシリコンはポリマーであるシリコンとは化学的に異なるということです。生の状態のシリコンは、自然に柔らかく、柔軟ではなく、さまざまな条件下で化学的に安定ではありません。それは硬くて脆い半金属です。これを医療機器、自動車用シール、消費財、工業用部品に使用される多用途のシリコーンポリマーに変えるには、シリコン骨格に炭素ベースの有機基を導入し、その特性を根本的に変える多段階の化学プロセスが必要です。

石英からシリコン金属へ: 最初の製造段階
シリコーン製造の最初のステップは、二酸化ケイ素を冶金グレードの金属ケイ素に還元することです。これは、石炭、コークス、木材チップなどの炭素を豊富に含む還元剤の存在下で、珪岩(高純度の石英)が 1,800°C を超える温度に加熱される大型電気炉で行われます。炭素は二酸化ケイ素中の酸素と反応し、二酸化炭素を放出し、純度約 98 ~ 99% の液体金属ケイ素が残ります。この材料は冶金グレード シリコン (MG-Si) として知られており、シリコーン ポリマー製造の重要な原料として機能します。
溶融シリコンはインゴットに鋳造され、冷却されてから、さらなる化学処理のために粉砕されて粉末または顆粒になります。この段階では、シリコンはまだポリマーには程遠いです。シリコン原子に有機メチル基を結合させる一連の化学反応を経て、市販のすべてのシリコン製品の構成要素となるオルガノクロロシラン中間体を生成する必要があります。
ミュラー・ロショープロセス: シリコーンモノマーの構築
シリコーンモノマーの工業生産は、1940 年代に独自に開発されたミュラー・ロショー直接プロセスが主流です。このプロセスでは、粉末状の金属シリコンを銅触媒の存在下、250℃から350℃の温度で塩化メチル(CH3Cl)ガスと反応させます。この反応によりクロロシラン化合物の混合物が生成されますが、商業的に最も重要なものはジメチルジクロロシラン - (CH3)2SiCl2 です。この分子は、市販のシリコーンの大部分が最終的に由来する主要なモノマーです。
直接法で製造されたクロロシラン混合物は、分別蒸留によって個々の成分に分離されます。各成分は異なる反応性を持ち、加水分解すると異なるシリコーンポリマー構造を生成します。ジメチルジクロロシランは水にさらされると急速に加水分解を受け、塩素原子がヒドロキシル基に置き換えられ、生成したシラノール中間体が自発的に互いに縮合してポリジメチルシロキサン (PDMS) 鎖を形成します。反応条件、鎖長、および使用するクロロシランモノマーの特定の混合物に応じて、得られるポリマーは、シリコーンゴムへの配合に適した低粘度の流体、粘性のゴム、または高分子量のベースポリマーになります。
シリコーンゴムの配合:ベースポリマーから成形材料まで
未加工のポリジメチルシロキサンポリマー単独では射出成形には適していません。特定の用途要件に合わせて硬度、引張強さ、伸び、耐熱性、色、硬化特性を調整するさまざまな添加剤を配合する必要があります。この配合段階では、射出成形機で使用される機能性シリコーンゴム材料が実際に作成されます。この段階では、競合する特性要件と加工上の制約のバランスをとる材料化学者による慎重な配合が必要になります。
- 強化充填剤: ヒュームドシリカは、シリコーンゴムコンパウンドの補強用充填剤として最も広く使用されています。 20 ~ 50 重量% の添加量で添加されるヒュームド シリカは、分子スケールでポリマー鎖と相互作用することにより、引張強度と引裂抵抗を劇的に増加させます。強化材を使用しない場合、純粋なシリコーンポリマーの機械的強度は非常に低くなります。
- 架橋剤: 直鎖状または軽度に分岐したシリコーンポリマーを三次元エラストマーネットワークに変換するには、架橋剤を組み込む必要があります。従来の射出成形で使用される高粘度ゴム (HCR) の場合、有機過酸化物が従来の架橋剤です。液体シリコーン ゴム (LSR) の場合、白金触媒による付加硬化システムが標準であり、より速い硬化サイクルと優れた特性の一貫性を実現します。
- 顔料と着色剤: シリコーンは本来半透明であり、色素沈着を容易に受け入れます。酸化鉄、二酸化チタン、有機顔料は配合中に組み込まれ、消費者製品や医療機器のメーカーが必要とするあらゆる色を生成します。
- 加工助剤: シリコーン オイルやワックスなどの加工助剤を少量添加すると、射出成形中のコンパウンドの流動挙動が改善され、射出圧力要件が軽減され、複雑なキャビティ形状での金型充填が改善されます。
- 機能性添加剤: 最終用途に応じて、電気絶縁部品用の難燃剤、医療および食品と接触する製品用の抗菌剤、または高温使用用途用の熱安定剤など、追加の薬剤が組み込まれる場合があります。
射出成形に使用されるシリコーンの種類: HCR と LSR
2 つの異なる形状のシリコーン ゴムが射出成形機で加工され、それらは物理的状態、加工挙動、およびそれらを取り扱うために必要な機械の種類が大きく異なります。高濃度ゴム (HCR) と液状シリコーン ゴム (LSR) のどちらを選択するかは、シリコーン製品開発において最も重要な材料決定の 1 つであり、部品の品質、サイクル タイム、工具設計、生産の経済性に直接影響します。
高粘度ゴム (HCR)
HCR は、室温では固いパテ状の材料で、堅いパン生地に似た粘稠度を持っています。分子量が高く (通常は 100 万 g/mol を超える)、金型キャビティに射出されるまで十分に流動する前に、予熱して加工する必要があります。 HCR コンパウンドは通常、有機過酸化物を使用して 150 ~ 200 °C の温度で硬化され、機械的特性を完全に発現させ、残留過酸化物の分解副生成物を除去するには、高温での後硬化が必要になることがよくあります。 HCR はシール、ガスケット、チューブ、ケーブル付属品の製造で定評があり、改造ゴム射出成形機や圧縮成形プレスで加工できます。
液状シリコーンゴム(LSR)
LSR は、別々のドラムで供給される 2 成分のポンプ輸送可能な液体システムです。成分 A にはベース ポリマーと白金触媒が含まれ、成分 B にはベース ポリマーと架橋剤 (通常は水素化シリコーン化合物) が含まれています。 2 つの成分は正確な 1:1 の比率で計量され、静的または動的ミキサーで混合され、加熱された金型に射出されます。そこで白金触媒による付加硬化反応が、金型温度 150 ~ 220 °C で通常 10 ~ 60 秒以内に急速に起こります。 LSR は硬化副産物を生成せず、二次硬化を必要とせず、HCR では達成が難しい寸法精度で優れた部品の一貫性を実現します。これは、医療機器、幼児ケア製品、ウェアラブル技術コンポーネント、および精密工業用シールの大量生産に適した材料です。
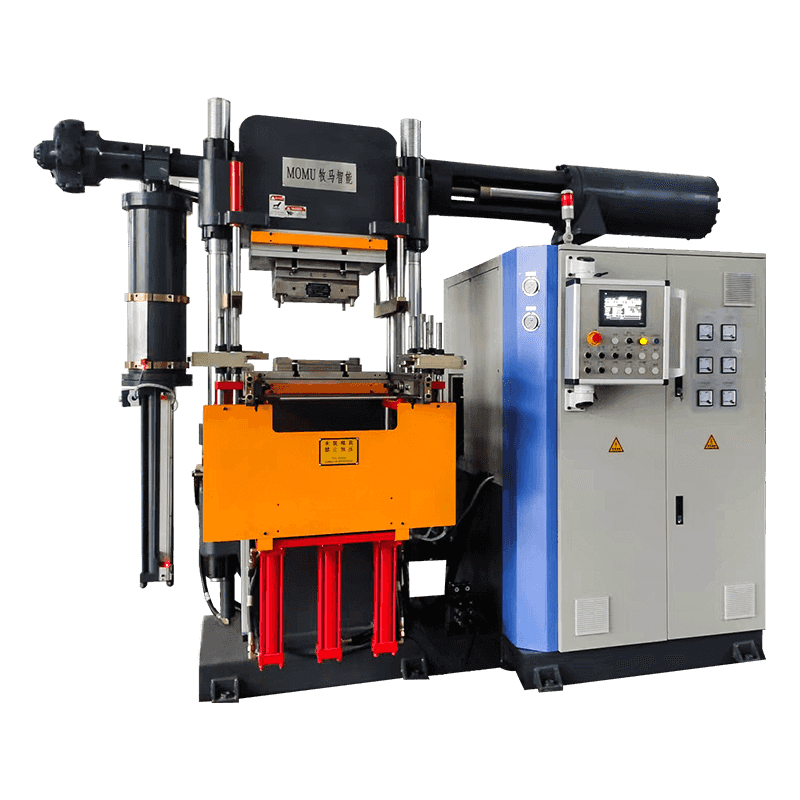
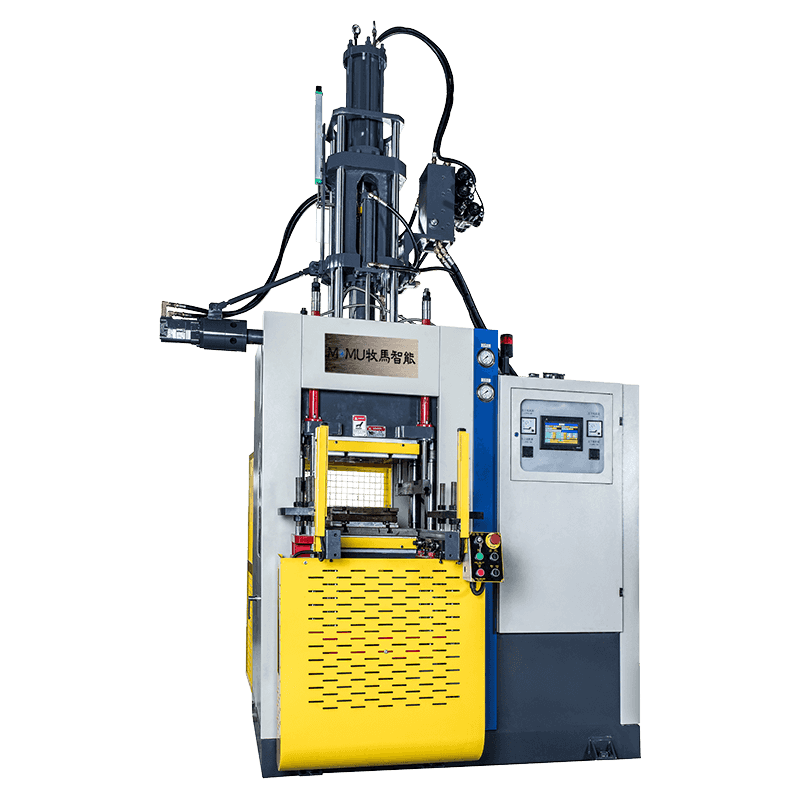
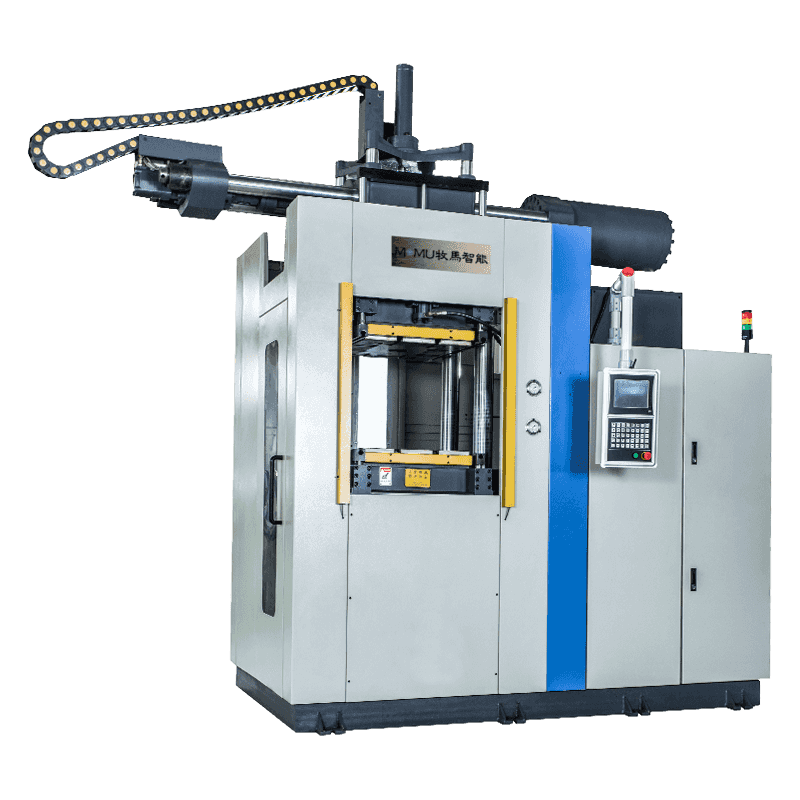
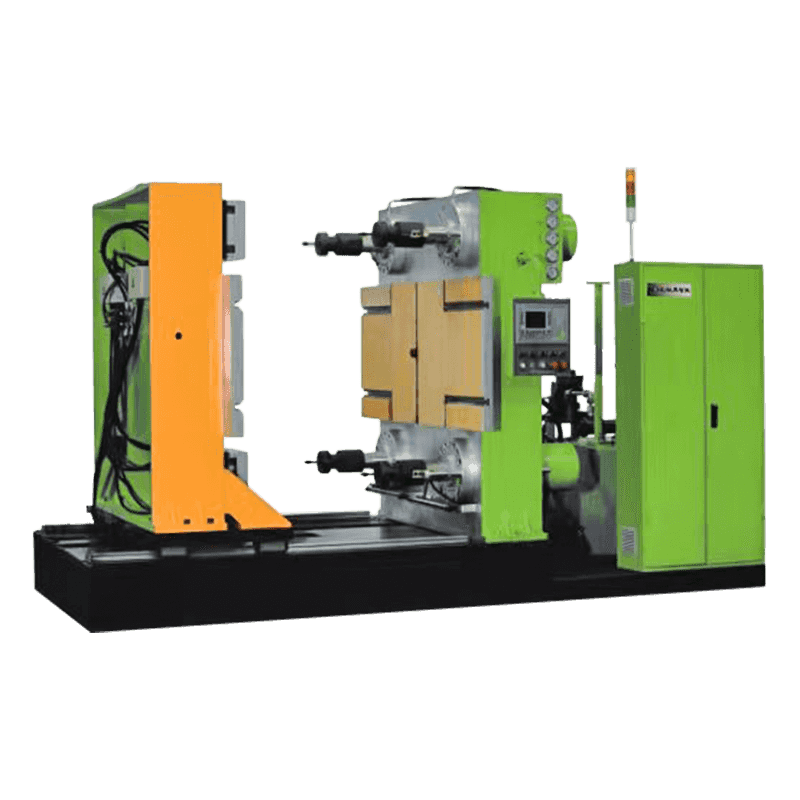
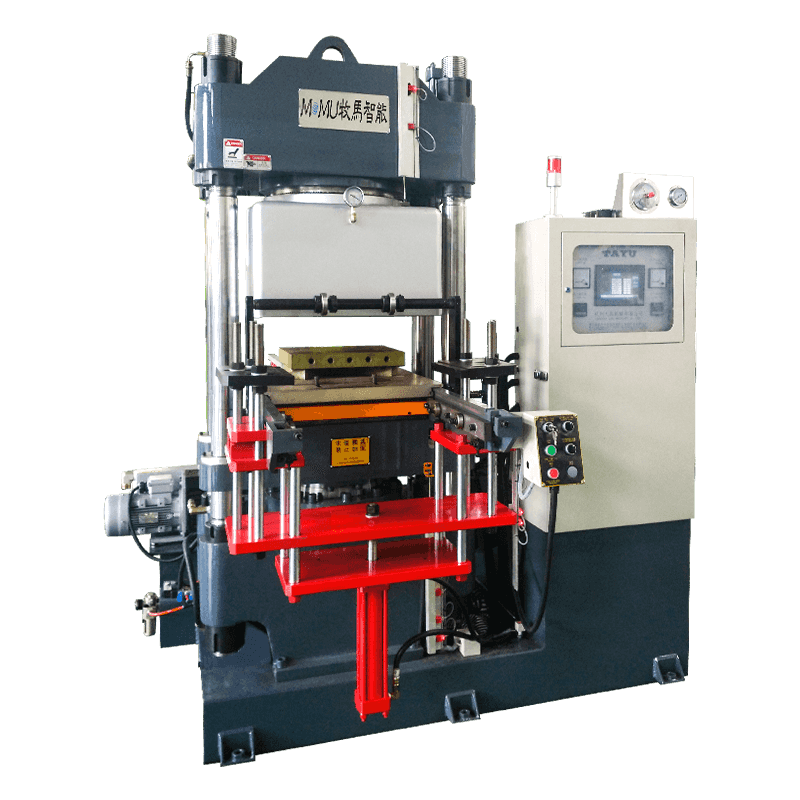
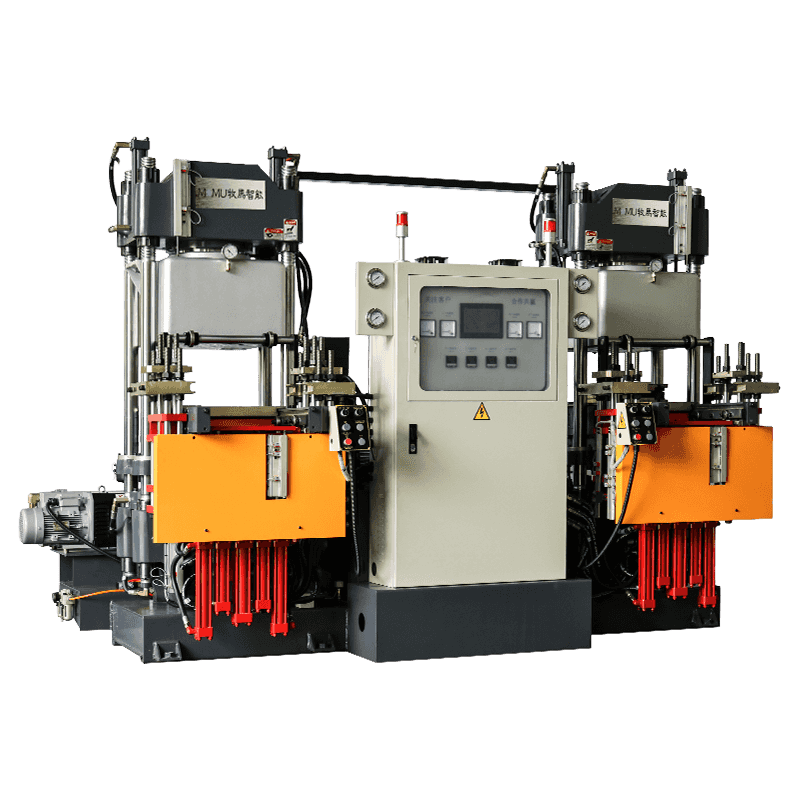
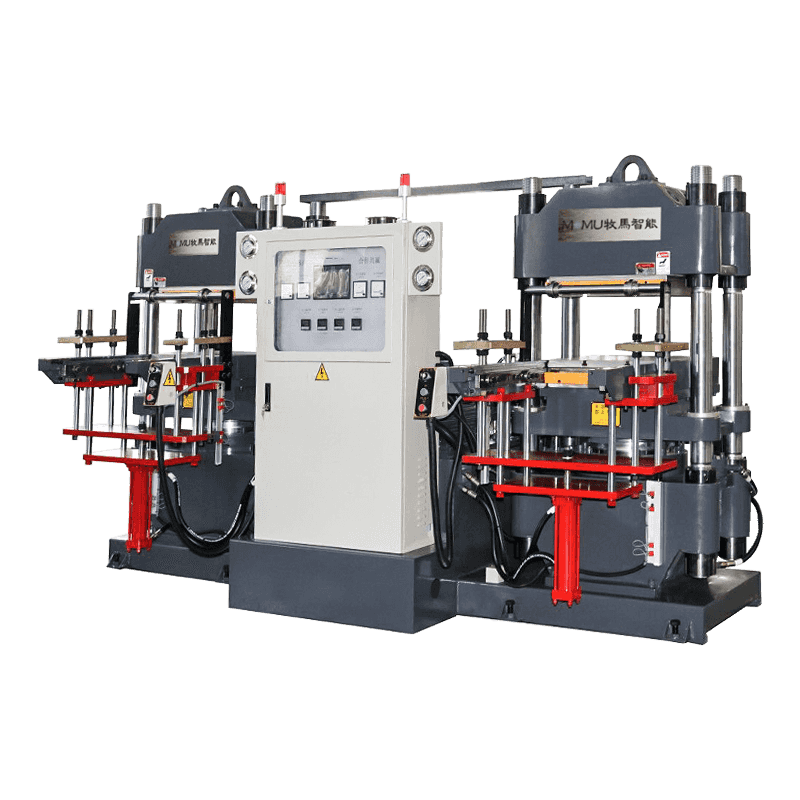
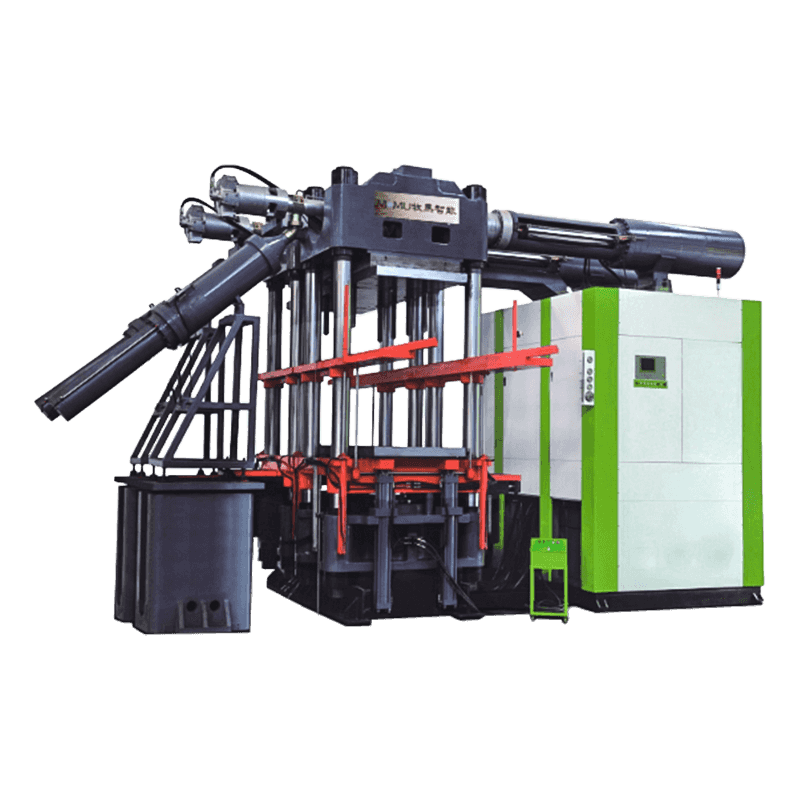
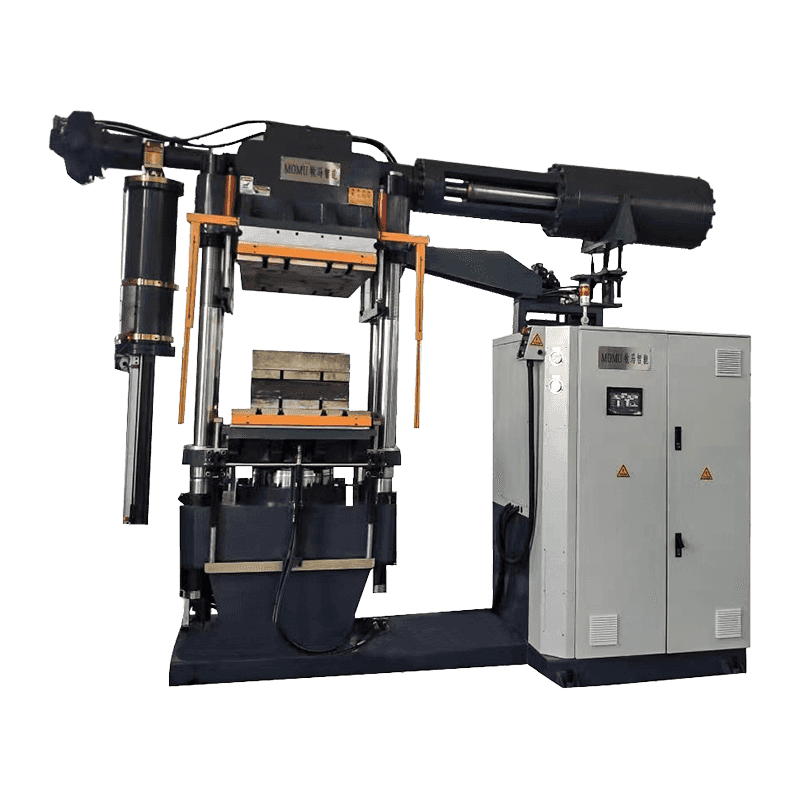
シリコーン/ゴム射出成形機の仕組み
シリコンとか ゴム射出成形機 は、いくつかの重要な点で標準的な熱可塑性プラスチック射出成形機とは根本的に異なります。これは、熱可塑性プラスチックのように加熱すると軟化するのではなく、加熱すると不可逆的に硬化する材料であるシリコーンとゴムの熱硬化性の性質によって引き起こされます。熱可塑性機械では、バレルとスクリューを加熱して材料を溶かし、金型を冷却して部品を固化させます。シリコーン/ゴム射出成形機では、早期硬化を防ぐために射出システム全体で材料を冷たく保つ必要がある一方で、加硫を開始して完了させるために金型が加熱されます。
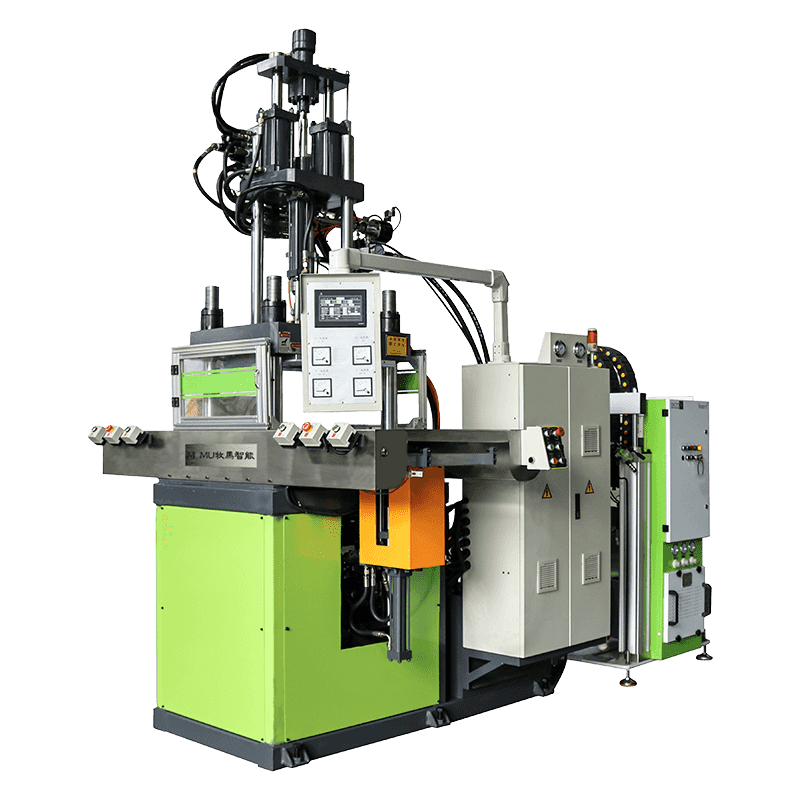
LSR 処理の場合、射出ユニットには 2 成分計量および混合システムが装備されており、精密ギア ポンプを使用して 2 つの材料ドラムから汲み上げ、スタティック ミキサー アセンブリを通じて正しい比率で混合し、混合された材料を冷却射出バレルに送ります。バレルとスクリューのアセンブリは、射出サイクル中に LSR をその活性化温度未満に維持するために、通常は 5 ~ 15°C の冷水で冷却されます。材料が加熱された金型 (150 ~ 220 °C) に射出されると、劇的な温度上昇によって白金触媒が活性化され、硬化反応が数秒で完了します。
シリコーン/ゴム射出成形機の主要コンポーネント
| コンポーネント | 機能 | 主な仕様 |
| 二成分計量ユニット | LSR コンポーネント A および B を正確に計量してポンプで送ります | 比率精度±0.5%以上 |
| スタティック/ダイナミックミキサー | 注入前にA成分とB成分を均一にブレンドします | 混合効率、低せん断加熱 |
| 冷間射出バレルとスクリュー | 早期硬化を防ぎながら材料を輸送および注入します | 冷水冷却、5~15℃ |
| 加熱されたクランプユニットと金型 | 圧力下で金型を閉じた状態に保持し、硬化熱を供給します | 150 ~ 220 °C、キャビティあたりのクランプ力 |
| コールドランナーシステム | 硬化したスプルーを無駄にすることなく材料をキャビティに供給します | ほぼゼロの廃棄物、熱的に隔離 |
| 制御システム(CNC/PLC) | 射出速度、圧力、温度、タイミングを管理 | プロセスの再現性、データロギング |
シリコーン射出成形に特有の金型設計の考慮事項
シリコーン射出成形の金型設計は、熱可塑性プラスチック金型とは大きく異なる要素に細心の注意を払う必要があります。 LSR フォームのシリコーンは粘度が低いため、生クリームやパンケーキの生地とよく比較されますが、金型の分割面間の最小の隙間に容易に流れ込み、後処理で除去する必要があるバリが発生することを意味します。バリなしまたはほぼバリなしのシリコーン成形には、通常 2 ~ 5 ミクロン以内の非常に厳しいパーティング面の平坦度公差と、これらの公差を数百万サイクルにわたって維持するために硬度 48 HRC 以上の精密研磨工具鋼が必要です。
一部の多孔質プロセスのように、キャビティポケットに閉じ込められた空気が材料を通って逃げることができないため、シリコンモールドの設計では通気が重要です。閉じ込められた空気はボイド、ショートショット、または表面欠陥を引き起こします。各キャビティのパーティング ラインと最終充填点には、3 ~ 8 ミクロンほどの浅い通気チャネルが組み込まれています。突き出しシステムの設計は、硬化したシリコーン部品の高い柔軟性と表面粘着性も考慮する必要があります。薄肉の形状を引き裂いたり歪ませたりすることなく型から取り出すには、通常、慎重な抜き勾配の設計、表面テクスチャリング、またはキャビティ表面での PTFE やプラズマ表面処理などの付着防止コーティングの使用が必要です。
シリコーン射出成形が提供する産業と用途
シリコーンの優れた材料特性と射出成形によって達成可能な精度の組み合わせにより、シリコーン/ゴム射出成形機は、驚くほど多様な業界の生産の中心となっています。各分野はシリコーンの性能特性の異なるサブセットを活用しており、複雑な形状を厳しい公差で大量生産できるため、射出成形はどの分野でも好まれる製造方法となっています。
- 医療および製薬: シリコーンの生体適合性、滅菌性、化学的不活性により、カテーテル コンポーネント、埋め込み型デバイスのシール、手術器具のグリップ、呼吸用マスク、および薬物送達バルブ膜に最適な材料となっています。 LSR 射出成形により、完全なプロセス検証とトレーサビリティを備えたクラス III 医療機器規格に従ってこれらの部品を製造できます。
- Automotive: コネクタ シール、グロメット リング、スパーク プラグ ブーツ、ターボチャージャー ホース、およびボンネット下の用途のガスケットは、車両の耐用年数全体にわたり、-60 °C から 200 °C を超える温度範囲でシール性能を維持するシリコーンの能力に依存しています。
- 家庭用電化製品: 保護カバー、ボタン膜、ウェアラブル用の防水シール、イヤホンチップは、一貫した寸法精度で年間数百万個の部品を生産する高キャビテーションツールを使用して LSR から射出成形されます。
- 幼児および青少年向け製品: 食品グレードおよび FDA 準拠の LSR 化合物から作られた哺乳瓶の乳首、おしゃぶり、おしゃぶり、および給餌スプーンの先端は、厳格な衛生的な製造プロトコルに従って複数個取りの金型で製造されています。
- 産業およびエネルギー: 高電圧送電装置用の電気絶縁体シェッド、ポンプ ダイヤフラム、逆止弁、および化学処理シールは、要求の厳しい屋外およびプロセス環境におけるシリコーンの電気抵抗率、UV 安定性、および耐薬品性の組み合わせを活用しています。
アーク炉に供給される珪岩鉱石から、医療用インプラントの精密成形されたシリコーン シールに至るまで、シリコーンの原料から最終製品までの過程は、工業化学と精密工学が緊密に連携して行われる過程の 1 つです。シリコーン/ゴム射出成形機は、このバリュー チェーンの中心に位置し、慎重に配合された熱硬化性ポリマーを寸法精度の高い高性能コンポーネントに変換します。このコンポーネントは、現代の生活を定義する製品に目に見えないながらも不可欠に組み込まれています。