真空ゴム加硫機とは何ですか?またどのように機能しますか?
あ 真空ゴム加硫機 は、制御された熱、圧力、真空環境を使用して生ゴムまたは配合ゴムを化学的に硬化させ、最終的な耐久性のある形状にする特殊な産業装置です。加硫自体は、ゴム内のポリマー鎖が架橋されるプロセスであり、通常は硫黄ベースまたは過酸化物ベースの硬化システムを通じて、柔らかく、粘着性があり、寸法が不安定な生ゴムを、高い弾性、引張強さ、耐摩耗性、および熱安定性を備えた材料に変換します。加硫プロセスに真空を追加することが、このクラスの機械を従来のプレスまたはオートクレーブ加硫装置と区別するものです。
標準的な加硫プレスでは、閉じ段階でゴムコンパウンドと金型表面の間に空気が閉じ込められる可能性があり、ボイド、表面の膨れ、細かい部分の充填の不完全さ、部品全体の密度の不均一につながります。真空ゴム加硫機は、金型を囲む密閉チャンバー内を真空引きすることにより、成形サイクル前および成形サイクル中にこの空気を排出します。大気圧が除去されると、ゴムが金型のあらゆる輪郭に均一に流れ込み、コンパウンドに溶解したガスが抽出され、得られる硬化部品は、非真空硬化と比較して優れた表面仕上げを備えた、より緻密で均一な微細構造を実現します。
真空加硫機の動作サイクルは通常、一定の順序に従います。つまり、ゴム充填物が金型に装填され、金型が閉じられて真空チャンバー内に密閉され、真空ポンプがチャンバーを目標負圧 (通常は -0.08 MPa から -0.1 MPa の間) まで排気し、その後、熱と水圧または空気圧を同時に加えて部品を硬化させます。サイクル時間は、ゴム配合物、部品の肉厚、および硬化温度に応じて、数分から 1 時間以上まで変化します。硬化温度は、ほとんどの工業用エラストマーでは通常 140°C ~ 200°C の範囲です。

コアコンポーネントとその機能
真空ゴム加硫機の機械的アーキテクチャを理解することは、エンジニアや調達チームが機器の品質を評価し、性能上の問題をトラブルシューティングし、生産要件に合わせて機器を正しく指定するのに役立ちます。主要な機能サブシステムは密接に統合されており、それぞれが製品の品質に直接的な役割を果たしています。
加熱プラテンと温度制御システム
加熱プラテンは、金型を囲む主要な熱伝達面であり、硬化中に熱エネルギーをゴム配合物に伝導します。ほとんどの真空加硫機では、プラテンは、機械加工された鋼板または鋳鉄プレート内に埋め込まれた電気抵抗素子によって加熱されますが、集中蒸気供給が利用できる大量生産環境では、蒸気加熱プラテンも使用されます。プラテン表面全体にわたる正確で均一な温度分布が重要です。ゾーン間の温度変動が ±3°C を超えると、成形品内で硬化状態が不均一になり、硬化が不十分な領域 (柔らかく、弱い) と硬化しすぎた領域 (脆い、劣化) が生じる可能性があります。最新の機械は、複数の独立した加熱ゾーンと熱電対フィードバックを備えた PID (比例-積分-微分) 温度コントローラーを使用して、サイクル全体にわたって厳密な熱均一性を維持します。
真空システムとシールチャンバー
真空システムは、金型領域を囲む密閉チャンバーに接続された真空ポンプ (通常はロータリー ベーンまたはドライ スクリュー タイプ) で構成されます。このチャンバーのシールの完全性は、機械の最も重要な品質パラメータの 1 つです。チャンバーのガスケット、ドア シール、またはプラテン インターフェースに漏れがあると、達成可能な真空レベルが制限され、硬化サイクル中に空気が侵入する可能性があります。高品質の機械は、硬化温度での連続運転に耐えられる強化シリコンまたはフルオロエラストマーシールを使用しています。真空レベルは真空計によって監視され、初期排気から完全な硬化滞留時間まで目標圧力を維持する自動バルブ システムによって制御されます。
油圧または空圧プレスシステム
型締力は、上部プラテンを下部プラテンに対して下方に駆動する油圧シリンダまたは空気圧アクチュエータを通じて金型に適用されます。型締め圧力は、硬化中にゴムコンパウンドが加熱、軟化、流動するときに発生する内圧に抗して金型の半体を閉じた状態に保つのに十分な圧力でなければなりません。クランプ圧力が不十分だと、フラッシュ(金型のパーティング ラインの間からはみ出す硬化ゴムの薄いフィン)が発生し、圧力が過剰になると、金型の細部に損傷を与えたり、薄肉の金型キャビティが歪んだりする可能性があります。油圧システムは、より正確で調整可能な圧力制御を提供するため、生産機械に好まれます。通常、クランプ力は、小型の実験用機械での数トンから、自動車および工業用シーリング部品に使用される大型の工業用プレスでの数百トンまでの範囲に及びます。
あdvantages of Vacuum Curing Over Conventional Vulcanizing
従来のプレスではなく真空加硫技術に投資するという決定は、この技術が幅広いゴム製品にわたって実現する目に見える品質の向上とプロセス効率の向上によって決定されました。標準プレスから真空硬化に移行したメーカーからは、次の利点が一貫して報告されています。
- ボイド欠陥の除去: 閉じ込められた空気と揮発性ガスは硬化が始まる前に除去され、従来のプレスゴム部品、特に厚い断面や密閉されたキャビティ形状によく見られる気孔や膨れの欠陥が排除されます。
- 優れた表面仕上げ: コンパウンドと金型表面の間に空気の障壁がないため、このゴムは金型の細かい質感と細部をより忠実に再現し、硬化後の仕上げが少なくて済む、より滑らかで一貫性のある表面を備えた部品を製造します。
- 機械的特性の向上: 真空下で硬化された部品は、閉じ込められたガスによって引き起こされる内部不連続性なしにポリマーネットワークが形成されるため、より高い引張強度、より優れた破断点伸び、およびより安定した硬度を示します。
- より優れた化合物の流れと金型充填: 真空を利用した流動により、アンダーカット、薄いリブ、小径通路などの複雑な金型形状をゴムコンパウンドで完全に充填することができ、非真空条件では空気が閉じ込められショートショットが発生します。
- スクラップ率と不合格率の低下: 欠陥の除去と一貫したプロセス制御の組み合わせにより、品質検査中に不合格となる部品の割合が直接減少し、歩留まりが向上し、材料の無駄が削減されます。
- 敏感な化合物との適合性: シリコーン、フルオロエラストマー (FKM)、EPDM 配合などの特定の特殊ゴムコンパウンドには、大気硬化条件下で揮発して欠陥を引き起こす可能性がある低沸点の可塑剤や加工助剤が含まれています。真空養生はこれらの揮発性物質を効果的に管理します。
真空加硫に依存する産業と用途
真空ゴム加硫機は、ゴム部品の寸法精度、表面品質、内部完全性が交渉の余地のない幅広い業界で使用されています。以下の分野が主な応用分野を表しています。
- あutomotive Sealing Systems: ドアシール、ウィンドウチャネルシール、エンジンガスケット、O リング、および振動減衰マウントには、寸法公差が厳しく、欠陥のない硬化ゴムが必要です。真空硬化は、自動車の高級シーリング用途では標準的な方法です。
- あerospace and Defense: あircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- 医療および医薬品機器: 医療機器や医薬品処理装置で使用されるシリコーン膜、ダイヤフラム、チューブ部品、シールには、汚染物質が潜んだり、重要な用途で機械的性能を損なう可能性のある内部多孔性があってはなりません。
- 電子および電気絶縁: 電子機器用のゴム製キーパッド、コネクタ シール、ケーブル絶縁部品、およびシリコン カプセル化部品には、真空硬化がもたらす一貫した誘電特性と表面品質が必要です。
- 履物製造: 真空加硫機は靴底の製造、特に EVA やゴム製のアウトソールで広く使用されており、エアポケットがソール構造に弱点を作り、層間の結合に影響を及ぼします。
- 工業用ローラーとライニング: 印刷、繊維加工、製紙用のゴムで覆われたローラーは、ゴムが金属コアに完全に接着し、ローラー面全体で均一な硬度を確保するために真空硬化されます。
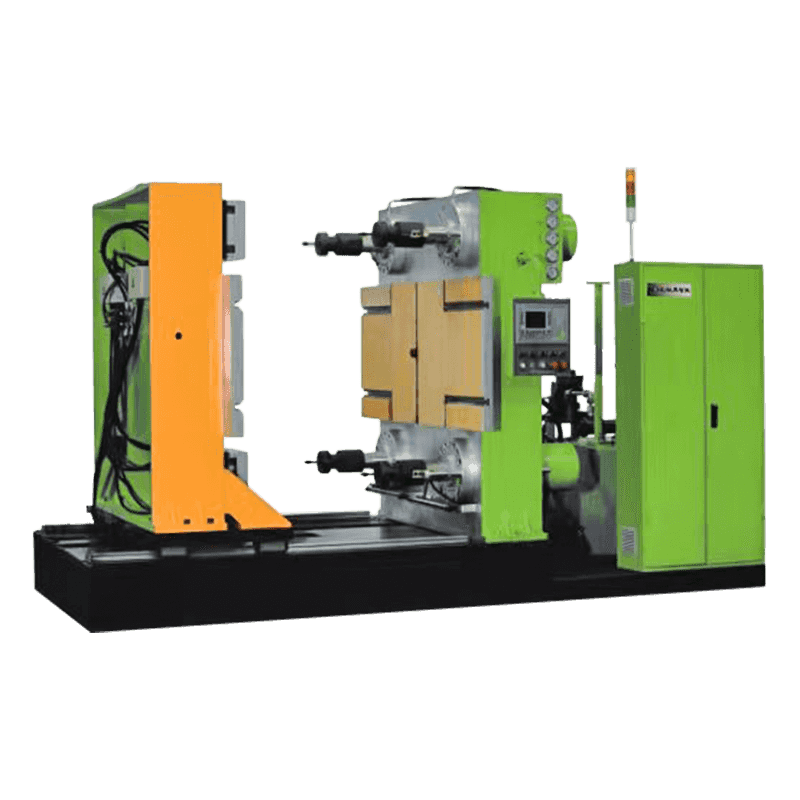
真空加硫機の種類と構成
真空ゴム加硫機は、さまざまな生産規模、部品サイズ、プロセス要件に適したいくつかの構成で利用できます。正しい構成を選択することは、機器仕様の重要なステップです。
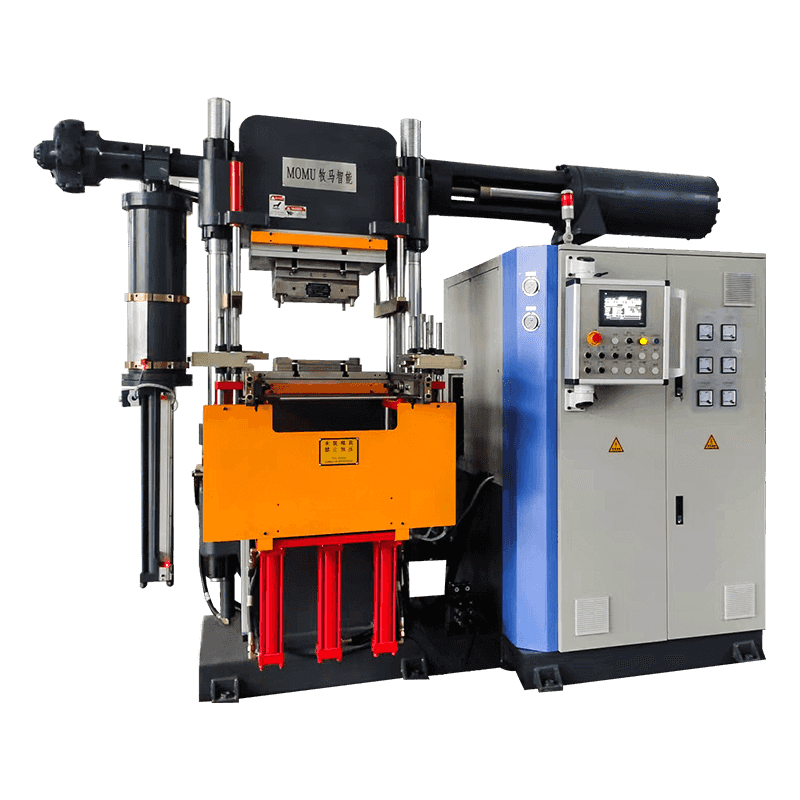
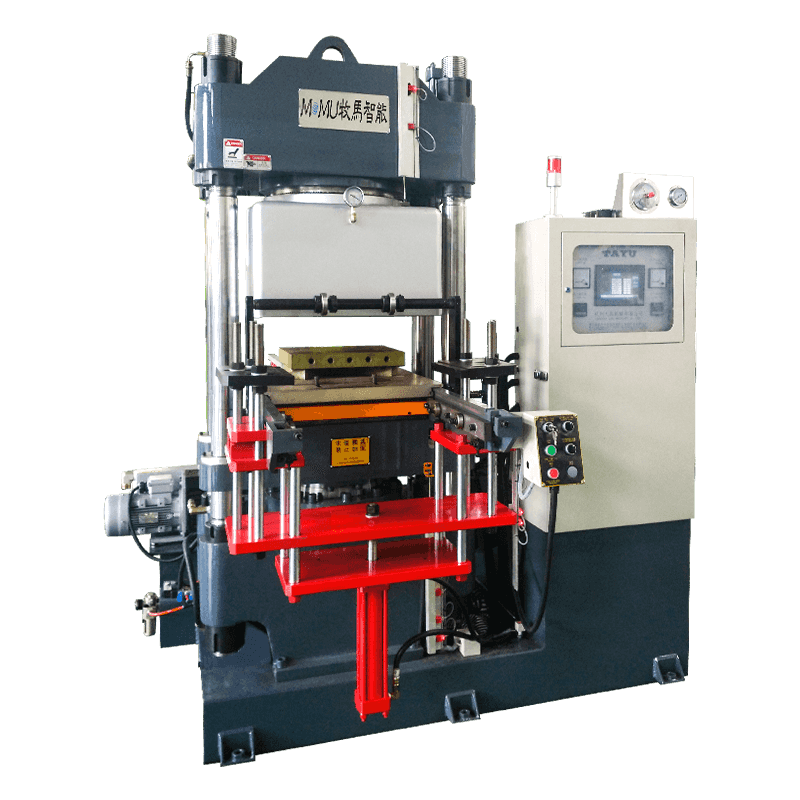
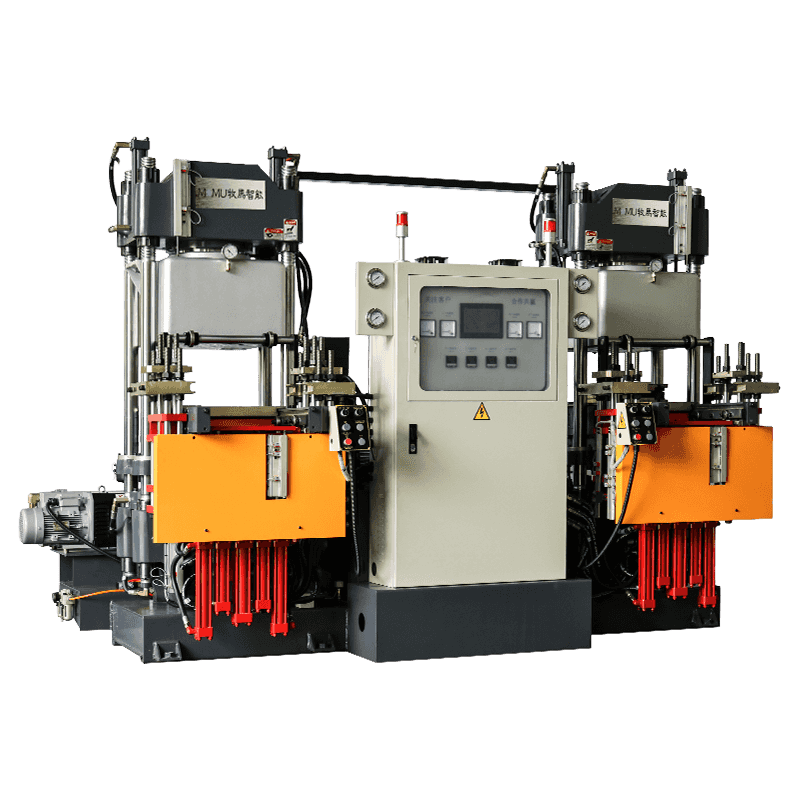
| マシンタイプ | 構成 | 最適な用途 |
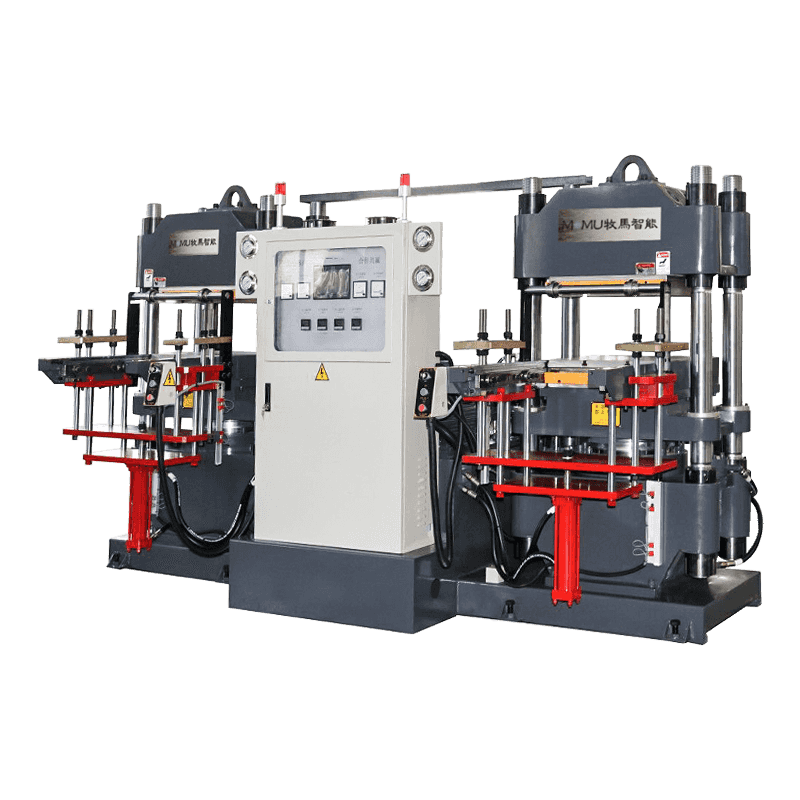
| 単光式真空プレス | 2 つの加熱されたプラテンの間に 1 つの金型開口部 | 小型から中型の部品、実験室および試作作業 |
| 多昼光式真空プレス | 複数の金型レベルを同時に硬化 | 大量平面部品、シート製品、靴底 |
| 真空バッグ/オートクレーブシステム | 柔軟な真空バッグが部品を加熱チャンバー内に密閉します | 大型で複雑な形状の部品と複合ゴムラミネート |
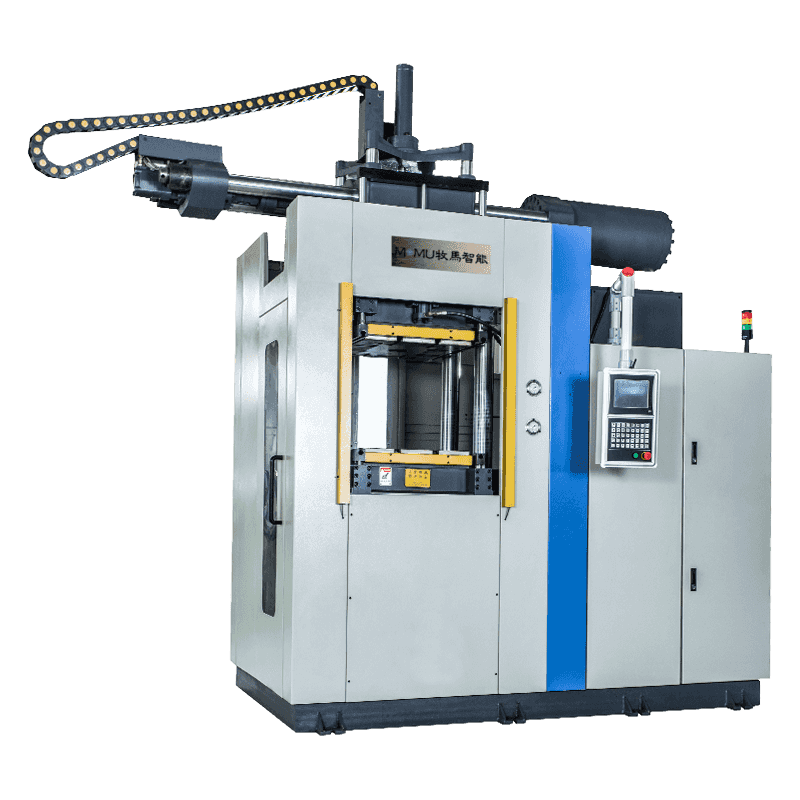
| ロータリー真空加硫機 | 硬化ステーションを通るカルーセル式の金型回転 | 均一な小型部品の連続高出力生産 |
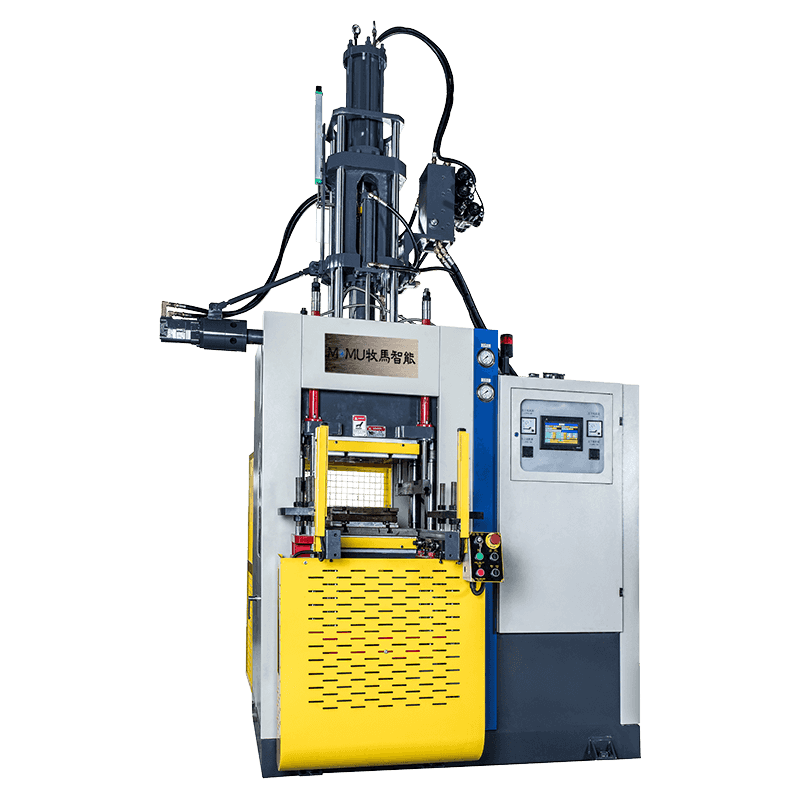
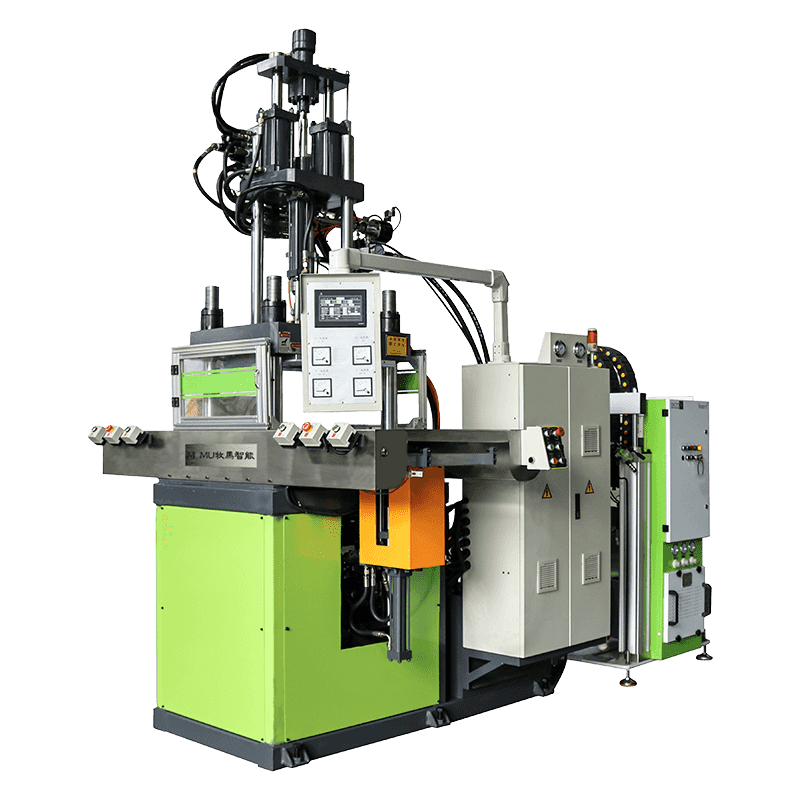
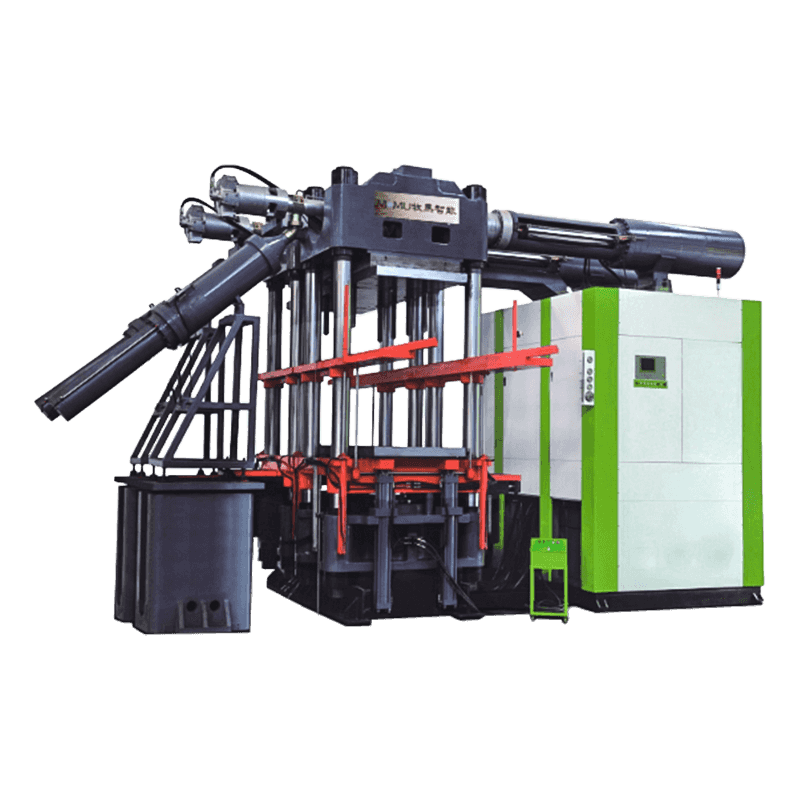
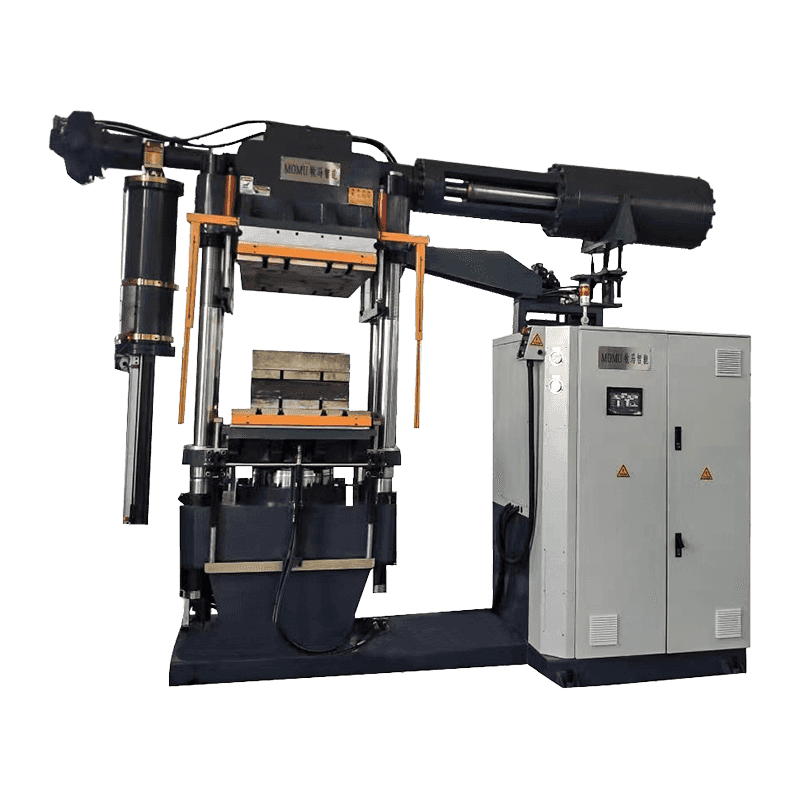
| 射出真空加硫プレス | 真空チャンバーとゴム射出ユニットを組み合わせたもの | 精密射出成形シールとテクニカルラバーパーツ |
真空ゴム加硫機を購入する際に評価すべき重要な要素
真空加硫機への投資は重要な資本的決定であり、仕様プロセスでは現在の生産要件と予測される将来のニーズの両方を慎重に評価する必要があります。選択プロセスを急いだり、価格のみに焦点を当てたりすると、多くの場合、機器の性能が低下したり、高価なアップグレードが必要になったり、主要顧客が要求する品質認証を満たしていなかったりすることがあります。
プラテンサイズとクランプ力
プラテンの寸法は、実行する予定の最大の金型に対応し、均一な圧力分布を確保するために金型の周囲に十分なマージンを持たせる必要があります。型締力は、硬化温度におけるゴムコンパウンドの投影キャビティ圧力に、金型内のすべてのキャビティの総投影面積を乗じたものに基づいて計算する必要があります。クランプ力が過小であるとバリが発生します。大型の機械は、必要以上に多くのエネルギーと床面積を消費します。仕様を最終決定する前に、特定の金型および配合物のデータに基づいて機械サプライヤーにエンジニアリング計算を依頼してください。
真空度とポンプ能力
達成可能な真空レベルは、機械が金型環境から空気とガスをどれだけ効果的に除去するかを直接測定するものです。目標真空レベル (要求の厳しい用途では通常 -0.095 MPa 以上) を指定し、金型を所定の位置に装着した状態でこのレベルに到達するまでのポンプダウン時間を確認します。ポンプ容量 (m3/h または CFM で測定) は、真空チャンバーの容積に接続配管内のデッドボリュームを加えたものと一致する必要があります。過小なポンプを搭載した機械では、目標の真空レベルに到達するまでに時間がかかりすぎ、サイクル時間が延長され、出力が低下します。
制御システムとデータロギング
最新の真空加硫機には、プログラマブル ロジック コントローラー (PLC) とタッチスクリーン ヒューマン マシン インターフェイス (HMI) が装備されている必要があります。これにより、オペレーターは複数ステップの硬化サイクルを保存および呼び出し、すべてのプロセス パラメーターをリアルタイムで監視し、品質トレーサビリティのための生産記録を生成できます。自動車および航空宇宙のサプライ チェーンの顧客にとって、すべての生産バッチの温度、圧力、真空レベル、サイクル タイムのデータ ログは標準的な監査要件です。購入前に、機械の制御システムが品質管理システムの文書要件を満たしていることを確認してください。
マシンのパフォーマンスを保護するメンテナンス方法
真空ゴム加硫機の長期信頼性は、高温、ハイサイクルの生産環境で最も摩耗や劣化が起こりやすいコンポーネントに焦点を当てた、体系化された予防保守プログラムに大きく依存します。
- 真空シール検査: チャンバーのドアとプラテンのシールは、メンテナンス間隔ごとに圧縮永久歪み、亀裂、または表面の汚れがないか検査する必要があります。劣化したシールは真空損失の最も一般的な原因であり、目に見える故障を待つのではなく、定期的に交換する必要があります。
- 真空ポンプのメンテナンス: ロータリーベーンポンプには定期的なオイル交換が必要です。ポンプオイルが汚染または劣化すると、達成可能な真空レベルが大幅に低下します。ドライスクリューポンプでは、定期的なローターとベアリングの検査が必要です。メーカーが推奨する保守間隔を厳守してください。
- プラテンの平坦度の検証: 時間の経過とともに、繰り返される熱サイクルと機械的負荷により、プラテン表面に反りや局所的な低いスポットが発生し、その結果、金型全体に不均一な圧力分布が発生する可能性があります。精密ストレートエッジと隙間ゲージを使用して、プラテンの平坦度を定期的にチェックしてください。
- 油圧システムの保守: 作動油は毎年サンプリングして、微粒子汚染や粘度低下がないか分析する必要があります。予防保守訪問のたびに、シリンダーのシールとホースの接続に漏れがないか検査する必要があります。
- 熱電対とコントローラーの校正: 熱電対接合部が経年劣化するにつれて、温度測定精度は時間の経過とともにドリフトします。硬化の一貫性を維持し、品質システムの監査要件を満たすには、追跡可能な参照標準に対するすべての温度センサーの年次校正が不可欠です。
あ vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.